
 In today’s fast-paced industrial world, every second counts—and so does every drop of oil. Whether you’re maintaining hydraulics, lubricating machinery, or circulating fluids in large-scale systems, an industrial oil pump is the unsung hero that keeps everything running smoothly.
In today’s fast-paced industrial world, every second counts—and so does every drop of oil. Whether you’re maintaining hydraulics, lubricating machinery, or circulating fluids in large-scale systems, an industrial oil pump is the unsung hero that keeps everything running smoothly.
At MultiTorque, we know oil pumps inside and out. For over 15 years, we’ve supplied and serviced reliable, high-performance pumps across Australia. From workshops to mining sites, we make sure your systems are running efficiently, safely, and with minimal downtime.
What Is an Industrial Oil Pump?
An industrial oil pump is a mechanical device used to move oil through a system for lubrication, cooling, or hydraulic power. These pumps are essential in:
-
Manufacturing plants
-
Mining operations
-
Automotive and transport workshops
-
Food and chemical processing
-
Power generation facilities
Oil pumps are tailored for specific oil types—hydraulic, lubricating, gear oils—and built to withstand harsh conditions and continuous use.
Types of Industrial Oil Pumps We Offer
At MultiTorque, we supply a wide range of oil pump solutions, including:
🔧 Gear Oil Pumps – Reliable, compact, and efficient, ideal for lubricating systems and hydraulic circuits.
⚙️ Vane Pumps – Known for quiet operation and consistent flow, perfect for mobile equipment and machinery.
🛢️ Drum Pumps – Designed for easy oil transfer from drums or totes.
💪 High-Pressure Pumps – Built for heavy-duty hydraulic power in mining and industrial machinery.
🌐 Custom Pumping Systems – For unique flow, pressure, or mounting requirements.
We also carry electric and air-powered options, tailored to your site’s power availability and safety standards.
Benefits of Using a High-Quality Industrial Oil Pump
✅ Improved Equipment Lifespan – Reliable lubrication reduces wear and tear.
✅ Lower Downtime – Continuous, clean oil flow keeps your systems running.
✅ Precision Control – Regulate flow and pressure with ease.
✅ Cost Efficiency – Less maintenance, fewer breakdowns, and better fuel economy.
✅ Safety First – Prevents overheating, system failures, and contamination.
A quality oil pump doesn’t just save money—it protects your equipment and your team.
Common Applications
Our oil pumps power systems in:
-
Heavy vehicle maintenance bays
-
Earthmoving and mining gear
-
Industrial hydraulic presses
-
Gearboxes and transmissions
-
Agricultural equipment
Whatever your sector, MultiTorque has the pump—and the know-how—to get the job done.
Why Choose MultiTorque?
🚀 15+ Years of Industry Expertise
🔧 Full-Service Repairs and Rebuilds
🌏 Nationwide Shipping from Perth & Brisbane
🧠 Tech Advice from Real Experts
🛠️ Custom Fabrication Available
We’re not just sellers—we’re solution providers. If your system needs an upgrade or full rebuild, we’ve got the tools, technicians, and stock to make it happen—fast.
Let’s Talk Torque
Whether you’re replacing an old unit or building a custom oil pump system from scratch, MultiTorque delivers power and reliability you can count on.
📞 1300 726 525
📧 sales@multitorque.com
🌐 www.multitorque.com.au
🔗 Follow us on LinkedIn
 When it comes to moving serious volumes of water with precision and power, an industrial electric water pump is the go-to solution for countless applications. Whether you’re working in manufacturing, agriculture, construction, or mining, choosing the right pump is critical—not just for performance, but also for efficiency and longevity.
When it comes to moving serious volumes of water with precision and power, an industrial electric water pump is the go-to solution for countless applications. Whether you’re working in manufacturing, agriculture, construction, or mining, choosing the right pump is critical—not just for performance, but also for efficiency and longevity. When you need performance below the surface, submersible pumps are the powerhouse solution trusted across mining, agriculture, construction, and wastewater industries. But not all pumps are created equal. The key to long-term performance and minimal downtime? Partnering with reliable submersible pump manufacturers who understand Australia’s rugged terrain and operational demands.
When you need performance below the surface, submersible pumps are the powerhouse solution trusted across mining, agriculture, construction, and wastewater industries. But not all pumps are created equal. The key to long-term performance and minimal downtime? Partnering with reliable submersible pump manufacturers who understand Australia’s rugged terrain and operational demands.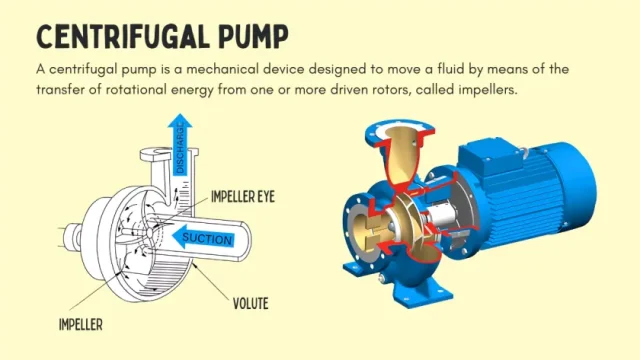 When flow, pressure, and durability are critical to your operation, industrial centrifugal pumps rise to the challenge. From mining and agriculture to wastewater treatment and manufacturing, these dynamic pumps are the go-to choice for moving large volumes of fluid quickly and efficiently.
When flow, pressure, and durability are critical to your operation, industrial centrifugal pumps rise to the challenge. From mining and agriculture to wastewater treatment and manufacturing, these dynamic pumps are the go-to choice for moving large volumes of fluid quickly and efficiently. When it comes to pumping abrasive, corrosive, or viscous fluids in unpredictable environments, air operated diaphragm pumps (AODD) are the go-to solution across countless industries. As one of Australia’s leading air operated diaphragm pump manufacturers, MultiTorque brings top-tier pumping power backed by industrial-grade durability, performance, and local support.
When it comes to pumping abrasive, corrosive, or viscous fluids in unpredictable environments, air operated diaphragm pumps (AODD) are the go-to solution across countless industries. As one of Australia’s leading air operated diaphragm pump manufacturers, MultiTorque brings top-tier pumping power backed by industrial-grade durability, performance, and local support.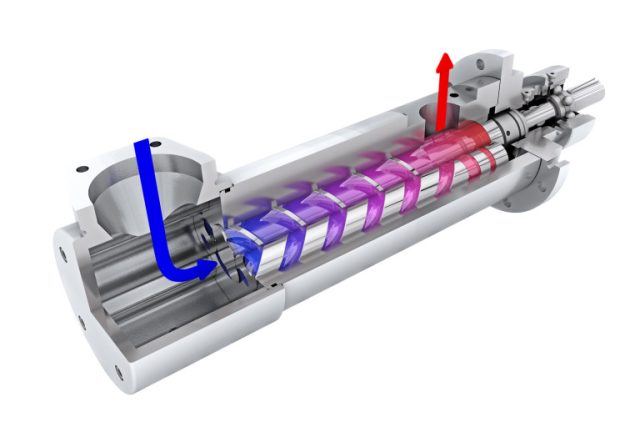 When your operation needs to move thick, abrasive, or high-viscosity fluids without a hitch, a screw pump is the solution. These positive displacement pumps are engineered to deliver smooth, consistent flow under pressure—making them indispensable across oil & gas, wastewater, chemical, and food processing industries.
When your operation needs to move thick, abrasive, or high-viscosity fluids without a hitch, a screw pump is the solution. These positive displacement pumps are engineered to deliver smooth, consistent flow under pressure—making them indispensable across oil & gas, wastewater, chemical, and food processing industries.