
 When your operation needs to move thick, abrasive, or high-viscosity fluids without a hitch, a screw pump is the solution. These positive displacement pumps are engineered to deliver smooth, consistent flow under pressure—making them indispensable across oil & gas, wastewater, chemical, and food processing industries.
When your operation needs to move thick, abrasive, or high-viscosity fluids without a hitch, a screw pump is the solution. These positive displacement pumps are engineered to deliver smooth, consistent flow under pressure—making them indispensable across oil & gas, wastewater, chemical, and food processing industries.
As one of Australia’s trusted screw pump manufacturers and suppliers, MultiTorque brings you robust, tailor-made solutions that can withstand the most challenging conditions.
What Is a Screw Pump?
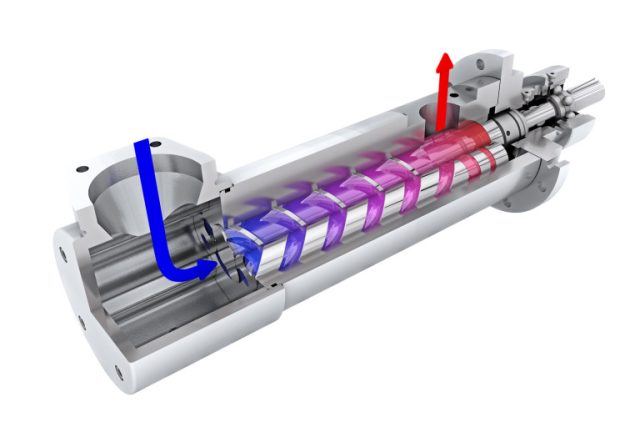
A screw pump is a type of positive displacement pump that uses one or more screws to move fluid along the screw axis. As the screws rotate, fluid is trapped between the screw threads and the pump casing, allowing for continuous flow with minimal pulsation.
These pumps are known for:
-
High volumetric efficiency
-
Low shear transfer of delicate fluids
-
Handling high-viscosity or abrasive fluids
-
Excellent suction lift capabilities
-
Silent, vibration-free operation
Key Industries Using Screw Pumps
Screw pumps are used across a wide range of industries due to their ability to handle fluids that other pumps struggle with. Typical applications include:
-
Oil & Gas: Transferring crude oil, diesel, and lubricants
-
Wastewater Treatment: Pumping sludge, slurries, and thick effluent
-
Food and Beverage: Moving syrups, chocolate, yeast, and other viscous products
-
Chemical Processing: Handling resins, polymers, acids, and alkalis
-
Marine: Fuel transfer and bilge pumping
If your operation demands precision under pressure, a screw pump is your best bet.
Types of Screw Pumps We Offer
At MultiTorque, we supply and support all major types of screw pumps:
-
Single Screw (Progressive Cavity): Ideal for thick fluids, sludges, and slurries
-
Twin Screw: Excellent for hygienic and food-grade applications
-
Triple Screw: Preferred in hydraulic systems and lubrication circuits
-
Custom Configurations: Available for complex fluids or site-specific installations
Each model is carefully selected and configured to meet the unique needs of your system—ensuring performance, reliability, and longevity.
Why Choose MultiTorque?
✅ Custom-Built Systems
We manufacture and supply screw pump systems tailored to your flow requirements, fluid type, and environmental conditions.
✅ Australia-Wide Support
With branches in Brisbane and Perth, we service, supply, and ship across Australia.
✅ Industrial-Grade Components
We only work with proven pump brands and components built to last in real-world conditions.
✅ End-to-End Expertise
From sizing and system design to delivery and support—we make the complex simple.
✅ Emergency Repairs and Spare Parts
We stock critical spares and provide rapid repairs to reduce downtime.
Screw Pumps Built for Aussie Conditions
Whether you’re operating a mine in WA, a processing plant in QLD, or a remote agricultural setup, MultiTorque has the engineering and supply muscle to deliver.
We understand that time is money, and reliability is everything. That’s why our screw pump systems are designed not just to meet standards—but to exceed expectations under pressure.
Let’s Build Your Perfect Pump Solution
Our team is ready to spec the right screw pump for your application. From caustic chemicals to sticky waste sludges, we’ve seen it all—and pumped it all.
Get in touch for a quote, a chat, or an on-site inspection.
Contact MultiTorque Today
📞 1300 726 525
📧 sales@multitorque.com
🌐 www.multitorque.com.au
🔗 MultiTorque on LinkedIn

 When it comes to managing unwanted water in industrial environments, industrial sump pump systems are essential. Whether it’s stormwater accumulation, groundwater intrusion, or process water discharge, the right sump pump system can prevent costly damage, halt downtime, and protect your site and staff.
When it comes to managing unwanted water in industrial environments, industrial sump pump systems are essential. Whether it’s stormwater accumulation, groundwater intrusion, or process water discharge, the right sump pump system can prevent costly damage, halt downtime, and protect your site and staff.
 When performance, safety, and durability matter, choosing the right water pump manufacturer can make or break your operation. From mining sites to agricultural zones and industrial plants, having a dependable pump is the backbone of any fluid handling system.
When performance, safety, and durability matter, choosing the right water pump manufacturer can make or break your operation. From mining sites to agricultural zones and industrial plants, having a dependable pump is the backbone of any fluid handling system. When working with hazardous chemicals, every drop counts—and so does every precaution. That’s why industries across Australia turn to a chemical barrel pump for the safe, efficient, and mess-free transfer of corrosive liquids from 200-litre drums and IBC containers.
When working with hazardous chemicals, every drop counts—and so does every precaution. That’s why industries across Australia turn to a chemical barrel pump for the safe, efficient, and mess-free transfer of corrosive liquids from 200-litre drums and IBC containers.