
When it comes to moving oil safely and efficiently, you need more than just a pump—you need a precision-engineered, industrial oil transfer pump designed for the real world. Whether you’re dealing with hydraulic oil, diesel, lube oil, or heavier viscosities, MultiTorque delivers systems that work hard and last long.
With over 15 years of industry expertise, MultiTorque is Australia’s trusted supplier of industrial-grade oil pumps tailored for mining, manufacturing, transport, and energy operations. If uptime, reliability, and flow rate matter to you—we’ve got the pump for the job.
What Is an Industrial Oil Transfer Pump?
An industrial oil transfer pump is engineered to move oils of varying viscosities from one location to another—typically from storage tanks to machinery, engines, or other processing systems. These pumps are essential in industries that rely on lubricants, fuels, and hydraulic fluids to keep operations running smoothly.
Depending on your needs, these systems can be fixed, mobile, electric, or air-driven, and come with a variety of flow rate and pressure capabilities.
Industries That Rely on Oil Transfer Pumps
✅ Mining & Resources
✅ Heavy Transport & Logistics
✅ Marine & Offshore
✅ Energy & Power Generation
✅ Industrial Manufacturing
✅ Agriculture & Equipment Maintenance
From large-volume oil changes in heavy equipment to automated lube systems, our oil transfer solutions help prevent downtime and extend the life of your machinery.
Pump Types We Supply
MultiTorque provides a full suite of industrial oil transfer pump systems, including:
🔧 Gear Pumps – Ideal for high-viscosity oils and precise flow control
⚙️ Rotary Vane Pumps – Compact and efficient with steady flow output
💨 Air-Operated Diaphragm Pumps – Great for flammable or volatile environments
🔌 Electric Oil Pumps – Quiet, efficient, and perfect for workshops or automated processes
🚛 Mobile Oil Transfer Units – Skid or trailer-mounted setups for fieldwork or fleet service
Need a custom flow rate or tank size? We design to spec.
Key Features of Our Oil Transfer Systems
✔️ High Viscosity Capability – Pumps designed for thick, heavy-grade oils
✔️ Explosion-Proof Options – For flammable fluids and hazardous zones
✔️ Heavy-Duty Construction – Built for harsh industrial environments
✔️ Simple Maintenance – Easily accessible parts and serviceability
✔️ Flexible Configurations – Skid-mount, trailer-mount, or fixed station setups
We also offer filtration systems, flow meters, and hose reels to build a complete fluid handling solution.
Custom Fabrication & System Integration
At MultiTorque, we know one-size-fits-all rarely works in industrial settings. That’s why we offer:
-
Skid-mounted oil pump stations
-
Mobile trailer oil transfer units
-
Fully enclosed pump cabinets
-
Bulk lube dispensing systems
-
Custom tank & pump packages
Every system is built for your oil type, transfer rate, and site conditions—so you get maximum efficiency and minimum hassle.
Why Choose MultiTorque?
🛠️ 15+ Years of Industrial Pump Expertise
📍 Branches in Perth & Brisbane
🔩 Custom Builds Available
⏱️ Fast Turnaround & Local Support
🧰 Servicing, Spare Parts, and Repairs
We don’t just supply—we partner with you long-term. Our job’s not done until your system is running like clockwork.
Let’s Move Some Oil
If you’re in the market for a high-performance industrial oil transfer pump, reach out to the team that knows flow, pressure, and reliability like the back of their hand.
📞 1300 726 525
📧 sales@multitorque.com
🌐 www.multitorque.com.au
🔗 Follow us on LinkedIn
MultiTorque – Powering Industry with Reliable Flow Solutions.
 When it comes to moving serious volumes of water with precision and power, an industrial electric water pump is the go-to solution for countless applications. Whether you’re working in manufacturing, agriculture, construction, or mining, choosing the right pump is critical—not just for performance, but also for efficiency and longevity.
When it comes to moving serious volumes of water with precision and power, an industrial electric water pump is the go-to solution for countless applications. Whether you’re working in manufacturing, agriculture, construction, or mining, choosing the right pump is critical—not just for performance, but also for efficiency and longevity. When you need performance below the surface, submersible pumps are the powerhouse solution trusted across mining, agriculture, construction, and wastewater industries. But not all pumps are created equal. The key to long-term performance and minimal downtime? Partnering with reliable submersible pump manufacturers who understand Australia’s rugged terrain and operational demands.
When you need performance below the surface, submersible pumps are the powerhouse solution trusted across mining, agriculture, construction, and wastewater industries. But not all pumps are created equal. The key to long-term performance and minimal downtime? Partnering with reliable submersible pump manufacturers who understand Australia’s rugged terrain and operational demands.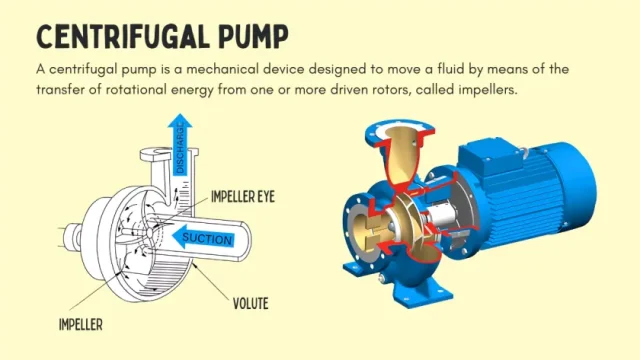 When flow, pressure, and durability are critical to your operation, industrial centrifugal pumps rise to the challenge. From mining and agriculture to wastewater treatment and manufacturing, these dynamic pumps are the go-to choice for moving large volumes of fluid quickly and efficiently.
When flow, pressure, and durability are critical to your operation, industrial centrifugal pumps rise to the challenge. From mining and agriculture to wastewater treatment and manufacturing, these dynamic pumps are the go-to choice for moving large volumes of fluid quickly and efficiently. When it comes to pumping abrasive, corrosive, or viscous fluids in unpredictable environments, air operated diaphragm pumps (AODD) are the go-to solution across countless industries. As one of Australia’s leading air operated diaphragm pump manufacturers, MultiTorque brings top-tier pumping power backed by industrial-grade durability, performance, and local support.
When it comes to pumping abrasive, corrosive, or viscous fluids in unpredictable environments, air operated diaphragm pumps (AODD) are the go-to solution across countless industries. As one of Australia’s leading air operated diaphragm pump manufacturers, MultiTorque brings top-tier pumping power backed by industrial-grade durability, performance, and local support.