7 Proven Reasons Why Top Slurry Pump Manufacturers Are Game-Changers for Your Operation
 In industries where heavy-duty materials and abrasive slurries are daily challenges, choosing the right slurry pump manufacturer can be the difference between costly downtime and unstoppable productivity. Whether you’re in mining, dredging, or wastewater management, the pump you select dictates how efficiently your system runs—and how long it lasts.
In industries where heavy-duty materials and abrasive slurries are daily challenges, choosing the right slurry pump manufacturer can be the difference between costly downtime and unstoppable productivity. Whether you’re in mining, dredging, or wastewater management, the pump you select dictates how efficiently your system runs—and how long it lasts.
Here are 7 proven reasons why partnering with leading slurry pump manufacturers transforms your operation from good to exceptional.
1. Unmatched Durability That Slashes Maintenance Costs
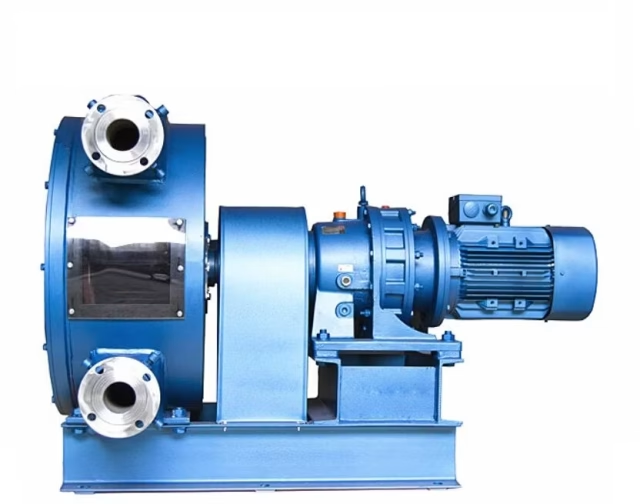
Top slurry pump manufacturers use premium wear-resistant materials like high-chrome alloys and reinforced rubber linings. This means your pumps withstand relentless abrasion and corrosion—dramatically reducing repair frequency and maintenance expenses.
Investing in a high-quality slurry pump upfront saves thousands in unscheduled repairs and costly replacements down the line.
2. Precision Engineering for Peak Efficiency
The best manufacturers back their pumps with performance data and efficiency ratings, ensuring you get exactly the flow rate and pressure you need without wasting energy or chemicals.
Higher efficiency means less energy consumption, lower operational costs, and a greener footprint—vital for modern industries striving for sustainability.
3. Customisable Solutions Tailored to Your Unique Needs
One size doesn’t fit all when it comes to slurry pumping. Leading manufacturers offer multiple configurations, sizes, and materials so your pump fits perfectly with your process—whether it’s a fixed plant installation or mobile trailer unit.
At MultiTorque, we work closely with clients to source or build custom slurry pump systems that maximize uptime and output.
4. Expert Technical Support That Keeps You Running
World-class slurry pump manufacturers don’t just sell pumps—they provide dedicated technical support, training, and parts availability. This means quicker troubleshooting, fewer stoppages, and faster repair turnaround.
MultiTorque complements these offerings with on-site servicing and emergency call-outs across Australia to keep your operation smooth.
5. Proven Track Records Across Critical Industries
Top slurry pump manufacturers are battle-tested in harsh environments like mining sites, dredging operations, and municipal wastewater plants. Partnering with these proven brands means trusting equipment that performs day in and day out under punishing conditions.
6. Innovative Designs for Easier Maintenance and Longevity
Leading manufacturers incorporate modular designs and easy-access components—making it simple to replace wear parts like impellers and liners without dismantling the whole pump.
This innovation cuts downtime and extends the life of your equipment—letting you focus on your core business, not pump repairs.
7. Comprehensive Warranty and Quality Assurance
Reputable slurry pump manufacturers stand behind their products with strong warranties and rigorous quality testing. This guarantees you receive reliable, high-performing equipment that meets international standards.
Why MultiTorque Is Your Best Partner for Slurry Pumps
At MultiTorque, we combine over 15 years of industry experience with trusted partnerships with world-leading slurry pump manufacturers including Warman®, NOV®, and Orbit.
We don’t just supply pumps—we engineer custom solutions tailored to your exact operational needs. From mobile slurry trailers to fixed plant installations, our local teams in Brisbane and Perth provide expert installation, maintenance, and rapid emergency support.
Ready to Take Your Slurry Pumping to the Next Level?
Don’t let inefficient pumps slow your operation or inflate costs. Trust MultiTorque and our premium slurry pump manufacturers to deliver:
-
Industry-leading durability
-
Energy-efficient performance
-
Customised solutions for your unique needs
-
Expert technical support and maintenance
-
Peace of mind backed by warranty
📞 Call us today on 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit: www.multitorque.com.au
https://www.linkedin.com/company/3176927
Make the smart choice with MultiTorque—the ultimate power behind your slurry pumping success.
 When it comes to handling abrasive, high-solid content materials, not just any pump will do. You need serious gear—and it all starts with choosing the right slurry pump manufacturers. Whether you’re in mining, quarrying, dredging, or wastewater treatment, the quality of your slurry pump determines your system’s durability, performance, and maintenance costs.
When it comes to handling abrasive, high-solid content materials, not just any pump will do. You need serious gear—and it all starts with choosing the right slurry pump manufacturers. Whether you’re in mining, quarrying, dredging, or wastewater treatment, the quality of your slurry pump determines your system’s durability, performance, and maintenance costs.