industrial pump manufacturers: Industrial operations across mining, water treatment, oil & gas, and manufacturing depend on high-performance pumps built to last. Choosing the right industrial pump manufacturer is critical for ensuring reliable fluid handling, reducing downtime, and optimizing efficiency.
Here’s why the leading industrial pump manufacturers are the backbone of Australia’s infrastructure in 2025.
1. Wide Range of Pump Types for Every Application
Top manufacturers design and produce a comprehensive range of pumps, including:
-
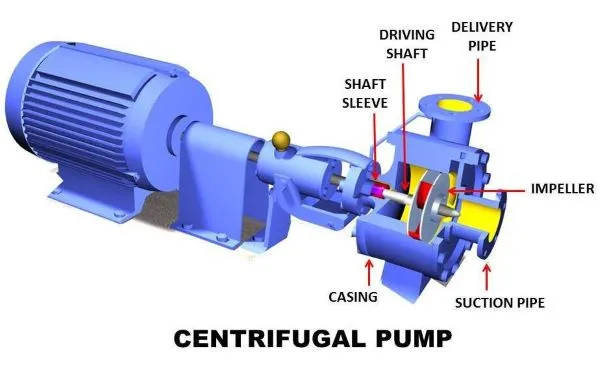
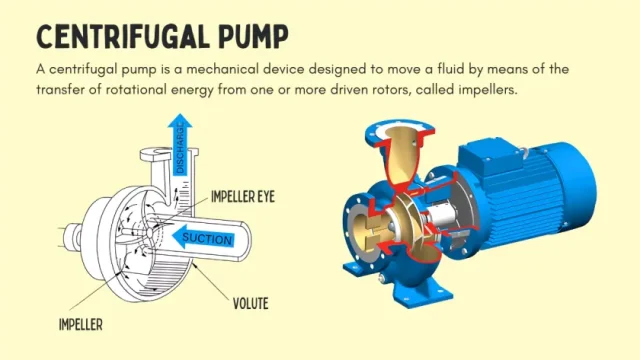
Centrifugal pumps
-
Positive displacement pumps
-
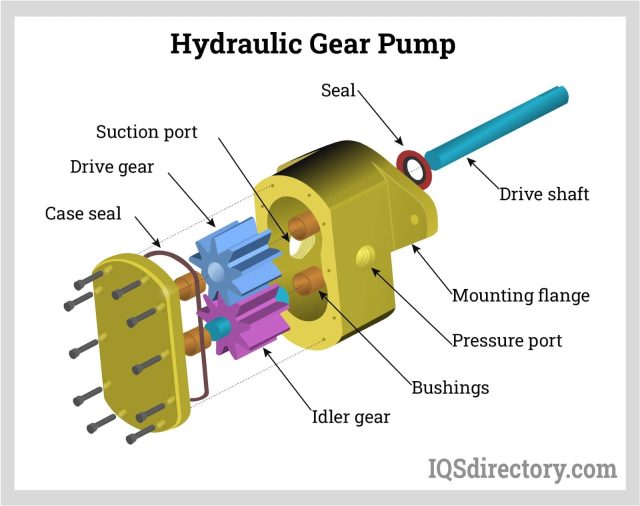
Gear pumps
-
Diaphragm pumps
-
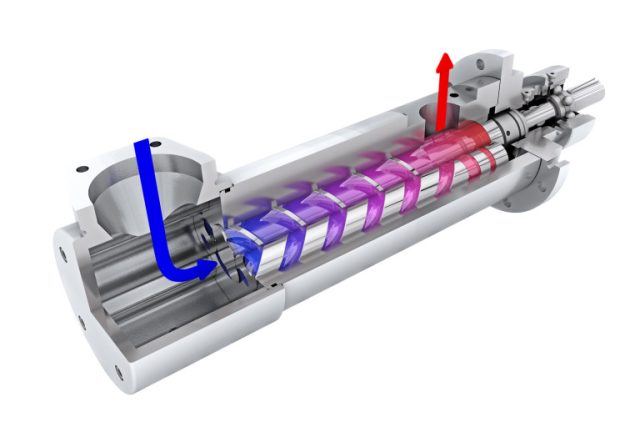
Screw pumps
Each pump type is engineered to excel in specific applications, from transferring water and chemicals to handling abrasive slurries.

2. Industry-Leading Durability & Reliability
Industrial pumps must endure harsh conditions—corrosive fluids, extreme temperatures, and abrasive materials. Manufacturers use premium materials like stainless steel, cast iron, and specialized alloys to guarantee long-lasting performance and minimal maintenance.
3. Innovative Engineering & Efficiency
Manufacturers integrate advanced design features like variable speed drives (VSD), sealless magnetic couplings, and high-efficiency impellers that improve energy savings and reduce operational costs by up to 30%.
4. Customization for Unique Challenges
Every industry faces unique fluid handling challenges. Leading manufacturers offer custom-engineered pump solutions tailored to your exact flow rate, pressure, and environmental requirements.
5. Comprehensive Service & Support
Partnering with reputable manufacturers means access to:
-
Expert pump selection advice
-
Installation and commissioning
-
Preventive maintenance programs
-
Rapid spare parts delivery
MultiTorque combines manufacturer expertise with local support to keep your pumps running smoothly.
6. Compliance with Australian Standards
Trusted industrial pump manufacturers ensure their products meet or exceed Australian and international standards for safety, efficiency, and environmental compliance.
7. Sustainability & Eco-Friendly Solutions
With increasing focus on sustainability, manufacturers now develop pumps with eco-friendly materials and energy-efficient designs to reduce carbon footprints while maintaining peak performance.
8. Proven Track Record in Heavy Industries
Whether it’s mining, oil & gas, agriculture, or wastewater treatment, industrial pump manufacturers back their products with thousands of successful installations across Australia and worldwide.
9. Cutting-Edge Technology Integration
Many manufacturers incorporate IoT and smart sensor technology for real-time monitoring, predictive maintenance, and performance optimization, helping reduce unexpected failures.
10. Trusted Partner: MultiTorque
With over 15 years of industry experience, MultiTorque is the leading supplier and service provider of industrial pumps in Australia. We partner with top manufacturers to provide reliable, high-performance pumps matched to your business needs.

Ready to upgrade your industrial pumping systems? Contact MultiTorque today!
📞 1300 726 525
📧 sales@multitorque.com
https://www.multitorque.com.au/
🔗 Follow us on LinkedIn
MultiTorque – Powering Australia’s industries with precision and reliability.




 When precision, reliability, and durability matter most in fluid handling, gear pumps are the go-to solution across many industries. But not all gear pumps—and not all gear pump manufacturers—are created equal. Selecting the right manufacturer can drastically impact your system’s efficiency, maintenance, and overall performance.
When precision, reliability, and durability matter most in fluid handling, gear pumps are the go-to solution across many industries. But not all gear pumps—and not all gear pump manufacturers—are created equal. Selecting the right manufacturer can drastically impact your system’s efficiency, maintenance, and overall performance.