💧 Top 10 Things to Know About Water Pump Manufacturers in Australia (And Why MultiTorque Reigns Supreme)
[ez-toc]

When you’re choosing among the many water pump manufacturers, the difference between success and stress often comes down to one word: reliability. In industries where downtime can cost thousands per hour, working with a trusted supplier and repair partner is everything.
Whether you’re in mining, agriculture, construction, or wastewater treatment, this guide reveals exactly what to look for in water pump manufacturers, which types of pumps dominate the market, and why MultiTorque is the go-to name in Australia.
🔍 What Do Water Pump Manufacturers Actually Do?
A water pump manufacturer designs, builds, and sometimes installs pumps used to move water across applications—from irrigation and drainage to processing and firefighting. But the best manufacturers do more than just produce parts. They:
-
Engineer systems to spec
-
Ensure durability under extreme conditions
-
Provide servicing and parts replacement
-
Customize builds for unique fluid, pressure, or site requirements
-
Offer backup units and urgent breakdown support
 (Our BoreBoss Unit)
(Our BoreBoss Unit)
🔟 10 Things You Need to Know About Water Pump Manufacturers
1. Not All Are Created Equal
Some manufacturers focus solely on mass-produced models. Others—like MultiTorque—offer tailored solutions, repair services, and local support.
2. Materials Matter
Stainless steel, cast iron, and thermoplastics—each material suits different applications. The best water pump manufacturers offer a range of material options.
3. Customisation Is King
Off-the-shelf pumps won’t work in all situations. Look for manufacturers who can custom-build trailers, enclosures, and mounting systems.
4. Testing Saves Time
Proper manufacturers test for pressure, suction, and flow performance before delivery—avoiding headaches on-site.
5. Backup Parts Availability
Downtime is costly. Choose a brand with easy access to spares and rebuild kits.
6. Industry-Specific Solutions
From vineyards to vertical mining shafts, the best water pump manufacturers know the difference between industry needs.
7. Service Options Add Value
Can your manufacturer also repair the pump? Can they diagnose performance loss or cavitation issues? MultiTorque can.
8. Compliance & Certifications
The best manufacturers meet ISO, CE, or AS/NZS standards for safety and quality.
9. Brand Partnerships
Reputable water pump manufacturers often distribute or service top-tier global brands like Wilden, Orbit, Napco, and NOV.
10. Aussie Conditions Require Aussie Solutions
Imported systems often fail under the harsh heat, dust, and terrain of Australia. Work with an Australian manufacturer like MultiTorque for long-term peace of mind.
🏭 Industries That Rely on Water Pump Manufacturers
-
Agriculture & Irrigation (for field spraying, bore pumps, and tank transfer)
-
Mining & Dewatering (for slurry, waste, and underground water control)
-
Civil & Construction (site dewatering, concrete pumping, stormwater control)
-
Food Processing (water transfer, CIP systems, temperature control)
-
Wastewater Treatment (municipal and industrial effluent systems)
🔧 Types of Water Pumps We Manufacture, Repair & Supply
| Pump Type | Best For |
|---|---|
| Centrifugal Pumps | Clean water, high flow, low pressure |
| Submersible Pumps | Dewatering, borehole, sump applications |
| Progressive Cavity Pumps | Thick, abrasive, or shear-sensitive fluids |
| Diaphragm Pumps | Chemical dosing, slurry, solids handling |
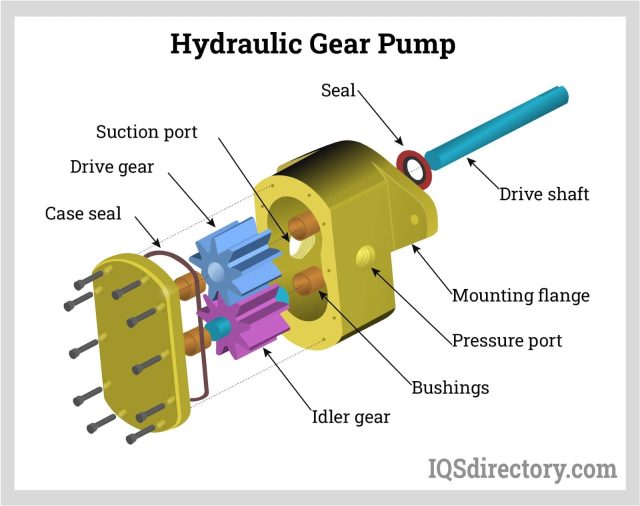
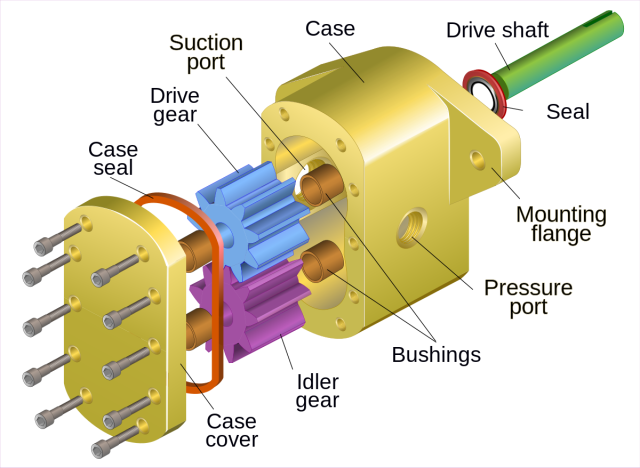
| Gear Pumps | Oil, diesel, fuel transfers |
| High-Pressure Pumps | Jetting, cleaning, firefighting |
| Trailer-Mounted Pumps | Mobile, remote, or emergency use |
🚨 Why MultiTorque Is Leading Among Water Pump Manufacturers in Australia
For over 15 years, MultiTorque has been Australia’s trusted name in water pump manufacturing, supply, and servicing. We’re not just parts sellers—we’re problem-solvers.
🔧 Fully Custom Pump Builds
📍 Offices in Perth & Brisbane
🚛 Mobile Pump Trailers (BoreBoss)
🔩 Service and Repair of All Major Brands
We work with leading pump brands but also offer our own custom-engineered systems tailored to your exact flow rate, pressure head, and fluid type.
🔥 Why BoreBoss Is the Future of Bore Pumping
Meet BoreBoss—our premium mobile bore pump trailer. Designed, built, and serviced by MultiTorque, it’s the rugged, ready-to-go solution for remote agricultural and mining clients.
No more dragging cables. No more fiddly installations. Just press, pump, and perform.
📞 Get in Touch with MultiTorque Today
Whether you’re sourcing one pump or outfitting an entire operation, we’re the water pump manufacturer with the experience and grit to deliver.
📞 1300 726 525
📧 sales@multitorque.com
🌐 www.multitorque.com.au
🔗 Follow us on LinkedIn