In the industrial world, reliability and efficiency are everything. Whether you’re handling wastewater, mining slurries, food-grade materials, or chemicals, choosing the right pump can save you countless hours of downtime and thousands in repair costs. That’s where Seepex pumps come in.
MultiTorque proudly supplies and supports a full range of Seepex progressive cavity pumps and parts. With over 15 years of experience in the Australian pump industry, we know what it takes to keep your systems running—no fuss, no failures, just consistent performance.
What Makes Seepex Pumps Stand Out?
Seepex is a global leader in progressive cavity pump technology. Their engineering precision, innovative modular designs, and application versatility have made them the go-to choice across industries like water treatment, food and beverage, mining, oil and gas, and chemical processing.
Unlike standard centrifugal pumps, Seepex pumps are designed for low-pulsation, continuous flow of viscous, abrasive, and solids-laden fluids. This makes them ideal for sludge handling, polymer dosing, lime slurry, and other tough applications.
Key Features of Seepex Pumps
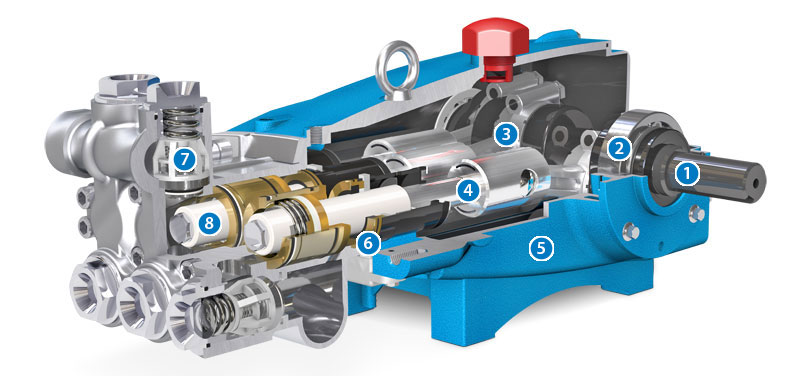
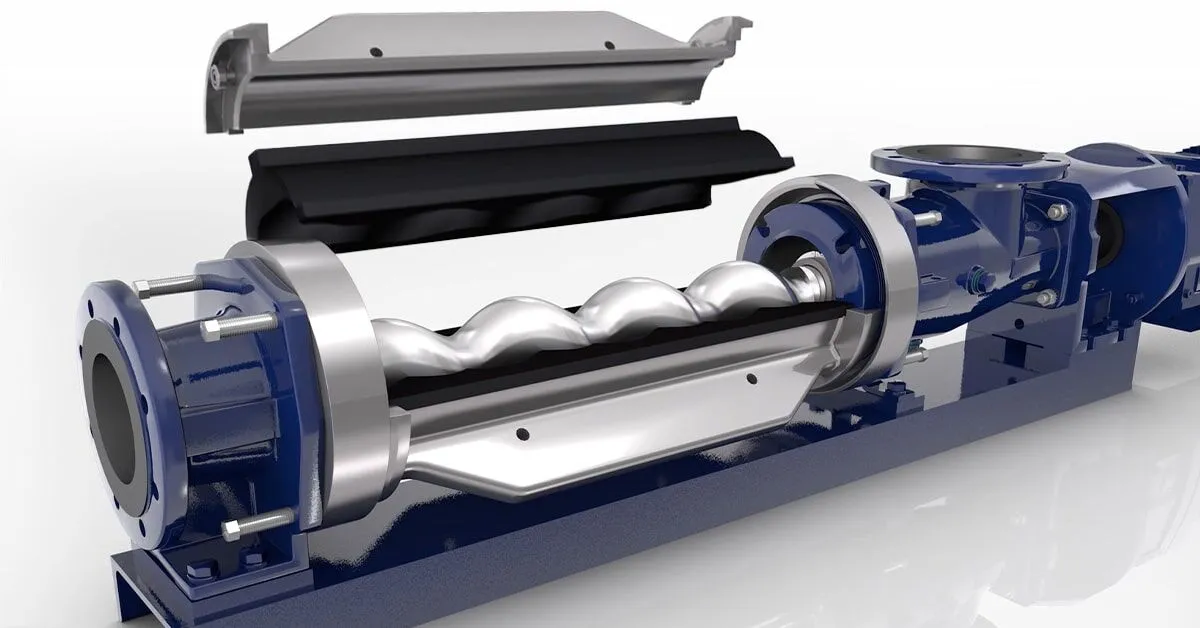
- Progressive Cavity Design
The rotor-stator mechanism ensures accurate, repeatable flow with minimal pulsation—ideal for metering and dosing. - Modular Construction
Seepex’s unique modular system allows for easier part replacement, reduced downtime, and lower long-term costs. - Durability in Harsh Conditions
Designed to handle abrasive, corrosive, and high-viscosity fluids with ease. - Precision Dosing & Metering
Especially effective in chemical and wastewater applications requiring consistent flow rates. - Hygienic Series Options
Perfect for food and pharmaceutical industries where sanitary design is essential.
Applications of Seepex Pumps
- Wastewater Treatment
For thickened sludge, digested sludge, and chemical dosing. - Mining & Mineral Processing
Handles abrasive slurries and flocculants with minimal wear. - Food & Beverage
Ideal for gentle handling of fruit purées, dairy products, and sauces. - Chemical Industry
Accurately meters aggressive or sensitive fluids, including acids and polymers. - Oil & Gas
Suitable for drilling muds, crude oil, and production chemicals.
Why Buy Seepex from MultiTorque?
At MultiTorque, we’re not just pump suppliers—we’re pump specialists. Our team knows Seepex systems inside and out. We work with you to determine the right model, configuration, and accessories for your exact needs.
Here’s what you get when you choose MultiTorque:
- Genuine Seepex Parts & Pumps
- Fast Lead Times & Stocked Components
- In-House Workshop Repairs (no on-site service)
- Custom Mounting, Trailer Systems, & Control Integration
- Expert Sizing & Support
- Competitive Pricing on Both OEM and Aftermarket Options
For more about who we are and how we work, visit our homepage:
👉 https://www.multitorque.com.au
Seepex BCSO, MD, and BW Series Pumps
Some of the most popular Seepex ranges we supply include:
- BCSO Series – Open hopper pumps for highly viscous and non-flowable products.
- MD Series – Designed for high-precision metering in chemical and industrial applications.
- BW Series – General transfer pumps used across various industries.
Whether you need a compact dosing pump or a large hopper-style unit, we’ll help you source the right configuration.
Aftermarket & Replacement Parts for Seepex
Looking to service your existing Seepex pump? We supply a full range of aftermarket Seepex pump parts, including:
- Rotors
- Stators
- Shaft Seals
- Joints & Pins
- Suction Casings
- Mechanical Seals
All parts meet or exceed OEM standards and are available with fast dispatch. We also offer full in-house repair services at our Perth and Brisbane facilities.
MultiTorque – Trusted Name in Industrial Pumps
We’ve been supplying and servicing pumping systems across Australia for over 15 years. From the mining sector in WA to the farms of Queensland, we’ve helped clients across the country move the unmovable.
And when it comes to Seepex pumps? We’re your best bet for:
✅ Expert advice
✅ Speedy turnaround
✅ Custom solutions
✅ Local Australian support
Learn more about our company on LinkedIn:
🔗 https://www.linkedin.com/company/multitorque-industries
Need a Seepex Pump? Call MultiTorque Today
Whether you need a new Seepex progressive cavity pump, reliable replacement parts, or a complete skid-mounted pump system, we’re here to help.
📞 Call us on 1300 726 525
📧 Email: sales@multitorque.com
🌐 https://www.multitorque.com.au
Conclusion
Seepex pumps offer the kind of reliability and adaptability that modern industries demand. And with MultiTorque’s supply, support, and customization services, you’ll have everything you need to keep your systems flowing smoothly.
From wastewater treatment to chemical dosing, there’s a Seepex pump for nearly every application—and a MultiTorque team ready to make it happen.
Don’t settle for second-best. Choose Seepex. Choose MultiTorque.