

Industrial Submersible Pumps: When you’re dealing with dirty water, corrosive fluids, or aggressive sludge, a standard pump just won’t cut it. That’s where the industrial submersible pump shines—working deep, out of sight, and under pressure. Built for the world’s toughest pumping jobs, these submerged workhorses move everything from stormwater and sewage to slurry and wastewater with unmatched efficiency.
Whether you’re operating in mining, construction, wastewater treatment, or heavy manufacturing, here’s why industrial submersible pumps are trusted across Australia.
1. Works Where Surface Pumps Fail
Unlike traditional pumps, industrial submersible units are fully submerged in the fluid, which allows them to operate without priming. This eliminates suction issues and improves hydraulic efficiency—especially in deep pits, wells, or tanks where suction lifts can’t be relied on.
They’re ideal for:
-
Deep basins
-
Underground tanks
-
Flood-prone areas
2. Handles Solids Like a Beast
Industrial submersible pumps are designed to handle solids up to 100mm in size depending on the impeller type. This makes them perfect for:
-
Raw sewage
-
Mining slurry
-
Greywater and industrial runoff
And with optional cutter or grinder impellers, even fibrous materials and debris are no match.
3. Built Tough for Industrial Abuse
In environments that chew through lesser equipment, a well-built industrial submersible pump keeps going. Common features include:
-
Cast iron or duplex stainless steel housing
-
High-abrasion impellers
-
Double mechanical seals with oil chamber
-
Thermal protection and moisture sensors
That means longer service life, less downtime, and more bang for your buck.
4. Silent & Space-Saving
One huge bonus: they’re quiet and don’t hog floor space.
Since submersible pumps operate below ground or underwater, they reduce noise pollution in sensitive environments and don’t clutter up your job site or facility. That’s critical in areas where space and compliance are at a premium.
5. Easy Automation & Control Options
Most industrial submersibles can be fitted with:
-
Float switches
-
Control panels
-
Auto-start logic
-
Remote monitoring (SCADA/BMS integration)
This makes them perfect for 24/7 autonomous operation, especially in stormwater and wastewater applications.
6. Versatility Across Applications
These pumps aren’t one-trick ponies. They excel in a variety of high-demand jobs:
| Application | Recommended Type | Max Flow (LPM) | Solids Handling |
|---|---|---|---|
| Sewage Treatment | Grinder/Cutter | 8,000+ | 65–100mm |
| Mining Slurry | High Head Slurry | 6,000+ | Abrasive solids |
| Flood Management | Dewatering Submersible | 10,000+ | Up to 50mm |
| Industrial Washdown | Stainless Submersible | 3,000–6,000 | Corrosive fluid |
7. Expert Support and Custom Builds
Off-the-shelf pumps don’t always cut it. That’s why MultiTorque offers tailored solutions—including mobile skid units, trailer setups, and full electrical control systems.
We’ve supplied over 200 submersible systems to sectors like:
-
Civil & construction
-
Oil & gas
-
Agriculture
-
Municipal infrastructure
Our pumps work. Period. And we back that with real-world experience, fast support, and expert servicing.
8. Energy Efficiency Saves You Big Bucks
In today’s world, operational costs can make or break a project budget. Modern industrial submersible pumps come with energy-efficient motors designed to reduce power consumption by up to 30% compared to older models. This translates to significant savings on electricity bills—especially important for 24/7 operations in mining or municipal wastewater treatment.
Variable frequency drives (VFDs) are often integrated to match pump speed to demand, preventing wasted energy and extending motor life. At MultiTorque, we focus on specifying pumps with the latest technology to keep your operation both powerful and cost-effective.
Let’s Talk Pumps That Perform
When your operation can’t afford failure, you need a pump that’s built for more than just specs—you need one built for real-world punishment.
📞 1300 726 525
📧 sales@multitorque.com
🔗 Connect with us on LinkedIn
MultiTorque: We don’t just supply pumps—we engineer uptime.
We also supplier repair and service industrial starter motors for your needs
https://www.multitorque.com.au/



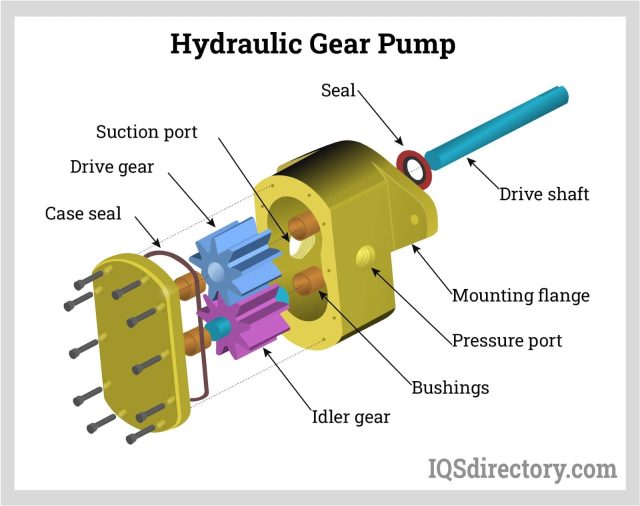 When precision, reliability, and durability matter most in fluid handling, gear pumps are the go-to solution across many industries. But not all gear pumps—and not all gear pump manufacturers—are created equal. Selecting the right manufacturer can drastically impact your system’s efficiency, maintenance, and overall performance.
When precision, reliability, and durability matter most in fluid handling, gear pumps are the go-to solution across many industries. But not all gear pumps—and not all gear pump manufacturers—are created equal. Selecting the right manufacturer can drastically impact your system’s efficiency, maintenance, and overall performance.
 In industries where heavy-duty materials and abrasive slurries are daily challenges, choosing the right slurry pump manufacturer can be the difference between costly downtime and unstoppable productivity. Whether you’re in mining, dredging, or wastewater management, the pump you select dictates how efficiently your system runs—and how long it lasts.
In industries where heavy-duty materials and abrasive slurries are daily challenges, choosing the right slurry pump manufacturer can be the difference between costly downtime and unstoppable productivity. Whether you’re in mining, dredging, or wastewater management, the pump you select dictates how efficiently your system runs—and how long it lasts. When it comes to handling abrasive, high-solid content materials, not just any pump will do. You need serious gear—and it all starts with choosing the right slurry pump manufacturers. Whether you’re in mining, quarrying, dredging, or wastewater treatment, the quality of your slurry pump determines your system’s durability, performance, and maintenance costs.
When it comes to handling abrasive, high-solid content materials, not just any pump will do. You need serious gear—and it all starts with choosing the right slurry pump manufacturers. Whether you’re in mining, quarrying, dredging, or wastewater treatment, the quality of your slurry pump determines your system’s durability, performance, and maintenance costs.