
When seconds count and downtime isn’t an option, your heavy-duty engines need a starting system that just works—every time. Enter the air start motor, the unsung hero behind Australia’s mining, marine, and industrial sectors. At MultiTorque, we’re not just another supplier—we’re the #1 trusted name in air start motor repairs, service, and supply, especially for TDI air starters.
Whether you’re running generators in the Pilbara or managing marine engines in Queensland, here’s why companies across Australia count on us to keep their fleets roaring.
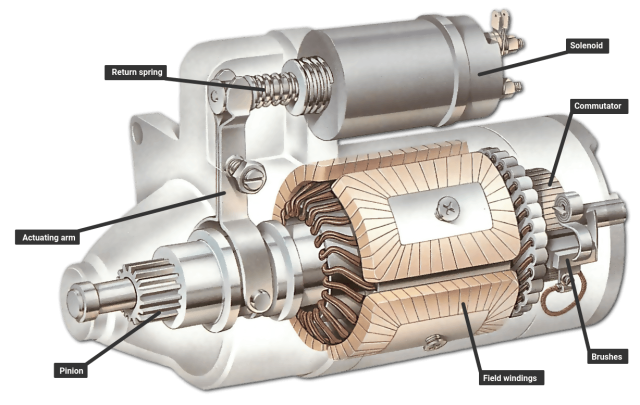
✅ What Is an Air Start Motor?
An air start motor uses compressed air to turn over large diesel engines. They’re essential for operations where electric starters fall short due to safety, reliability, or remote access. Air starters are:
-
Explosion-proof
-
Lightweight and durable
-
Perfect for harsh industrial environments
-
Low-maintenance with high starting torque
These motors are found in:
-
Mining equipment
-
Oil & gas rigs
-
Marine vessels
-
Heavy transport vehicles
-
Backup generators
🛠️ 1. MultiTorque Specialises in TDI Air Starters

We’re proud to be Australia’s go-to team for TDI air start motor supply, repairs, and diagnostics. TDI is known for building some of the most powerful and reliable starters on the planet—including the legendary TurboTwin series.
Whether it’s a TurboTwin, TurboStart, or TurboScrew, our experienced techs know these starters inside and out. We offer:
-
Certified TDI repair and rebuilds
-
Full bench testing and diagnostics
-
Fast part sourcing—OEM and aftermarket
-
Custom fitting and integration
🚨 2. Trusted by Major Australian Mine Sites
We’re not new to this game. For over 15 years, MultiTorque has delivered rock-solid reliability to some of Australia’s most demanding sectors. Our clients include tier-one mining operators and heavy equipment contractors who won’t settle for second-best.
We understand that when your starter fails, your entire operation stalls. That’s why we’re known for:
-
Same-day dispatch on critical parts
-
Emergency repair services
-
Mobile techs ready to travel Australia-wide
🧠 3. Precision Repairs That Go Beyond the Basics
We don’t just “fix” air starters—we restore them to like-new condition. Every unit goes through:
-
Full teardown and inspection
-
Replacement of worn or damaged parts
-
Reassembly using precision torque specs
-
Dynamic testing under load
-
Quality control by certified technicians
We keep extensive TDI parts on hand, minimizing your wait time and maximizing uptime.
🛠️ 4. Custom Installations & Upgrades
Got an unusual engine setup? No problem. MultiTorque offers tailored air start motor solutions, including:
-
System design and retrofitting
-
Compressor compatibility
-
Custom brackets and fitting
-
Multi-unit configurations for critical redundancy
If your current starter is underperforming or hard to maintain, we’ll recommend a superior system to keep you moving.
💡 5. Why MultiTorque? Because Uptime = Profit
-
✅ Over 15 years of hands-on experience
-
✅ Offices in Perth and Brisbane
-
✅ National support network
-
✅ Unmatched knowledge in TDI systems
-
✅ 5-star service, every time
We take pride in delivering solutions—not just parts. That’s why clients come to us for repeat business, emergency support, and long-term reliability.
📞 Let’s Get You Started
When it comes to air start motors, don’t gamble with downtime. Trust the team that’s already powering major mine sites and industrial giants across Australia.
📞 1300 726 525
📧 sales@multitorque.com
🌐 www.multitorque.com.au

 In the demanding world of maritime operations, a marine oil transfer pump plays a critical role in ensuring efficient and safe fuel handling aboard vessels. Whether you are transferring fuel, lubricants, or hydraulic oils, choosing the right pump designed specifically for marine environments guarantees reliability, durability, and compliance with strict safety standards.
In the demanding world of maritime operations, a marine oil transfer pump plays a critical role in ensuring efficient and safe fuel handling aboard vessels. Whether you are transferring fuel, lubricants, or hydraulic oils, choosing the right pump designed specifically for marine environments guarantees reliability, durability, and compliance with strict safety standards.