In the world of water treatment, precision is everything. Whether it’s ensuring safe drinking water, treating wastewater, or managing industrial processes, accuracy in chemical dosing makes all the difference. This is where metering pumps for water treatment play a crucial role. At MultiTorque, we supply, service, and repair high-quality metering pumps designed for accuracy, reliability, and efficiency across a wide range of industries in Australia.
📞 Call us on 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit us: www.multitorque.com.au
🔗 Connect with us on LinkedIn: MultiTorque Industries
What Are Metering Pumps?
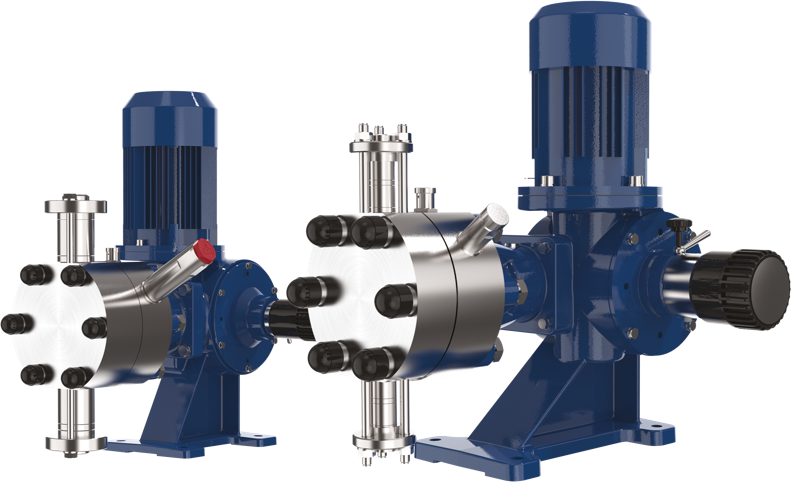
A metering pump, sometimes called a dosing pump, is a positive displacement pump that delivers precise volumes of liquid within a specified time. These pumps are particularly vital in water treatment, where chemicals such as chlorine, acids, coagulants, or disinfectants need to be injected in exact amounts to maintain safety and efficiency.
Unlike standard pumps, metering pumps for water treatment are engineered for accuracy rather than high flow. This makes them ideal for applications where even small variations can affect results, such as potable water treatment plants, cooling towers, and industrial wastewater systems.
Why Metering Pumps Are Essential in Water Treatment
Water treatment processes require exact control over chemical dosing. Too little chemical and harmful microorganisms remain in the water; too much, and the water could become unsafe for consumption or corrode pipelines and equipment.
Here’s why metering pumps are indispensable:
- Precision dosing: Ensures chemicals are introduced in the right quantities.
- Safety compliance: Helps meet Australian water quality and safety standards.
- Cost efficiency: Reduces waste of expensive chemicals.
- System protection: Prevents over- or under-dosing that could damage infrastructure.
For industries like mining, power generation, and food processing, consistent water treatment is critical to daily operations, and metering pumps provide the reliability needed.
Types of Metering Pumps Used in Water Treatment
At MultiTorque, we provide various types of metering pumps for water treatment, tailored to specific needs:
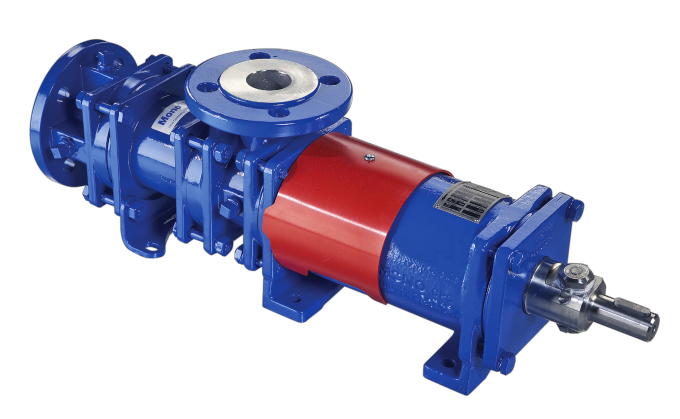
- Diaphragm Metering Pumps
- Designed for chemical resistance and leak-free operation.
- Ideal for handling aggressive chemicals like chlorine or acids.
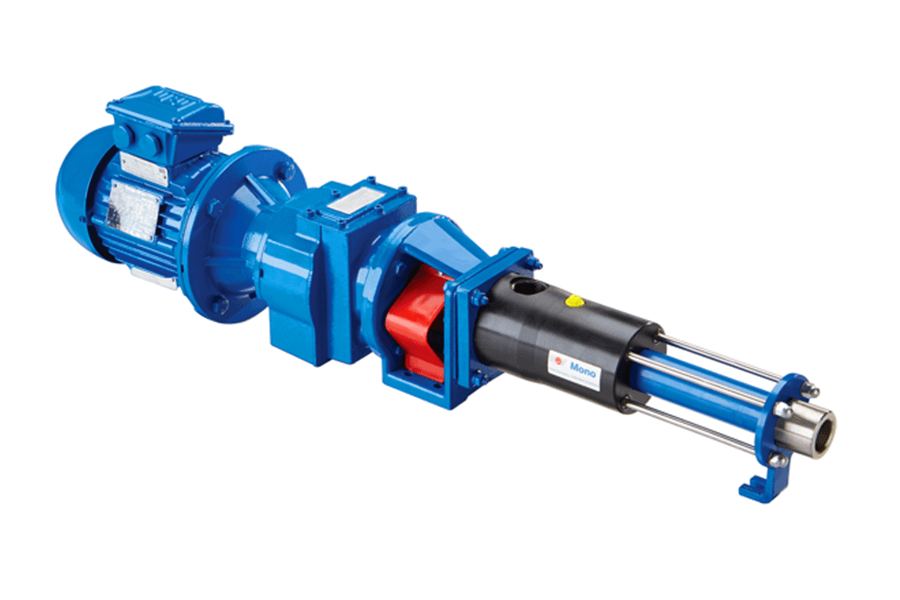
- Piston Metering Pumps
- Capable of higher pressures.
- Suited for applications requiring more force in chemical injection.
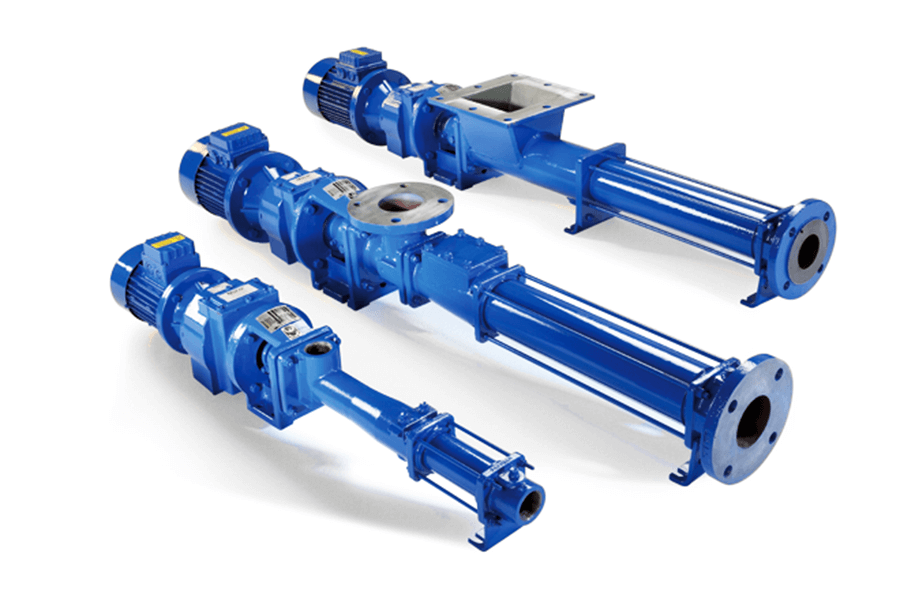
- Peristaltic Metering Pumps
- Use a flexible tube and rollers for chemical transfer.
- Excellent for slurries, viscous liquids, and low-maintenance operations.
Each pump type has its own advantages, and the choice depends on flow rate, pressure requirements, and chemical compatibility.
Applications of Metering Pumps in Water Treatment
Metering pumps are widely used across municipal, industrial, and commercial water treatment systems. Common applications include:
- Drinking water treatment plants – Precise chlorine dosing to ensure safe water supply.
- Wastewater treatment facilities – Adding neutralising agents, flocculants, and pH adjusters.
- Industrial cooling towers – Preventing scale, corrosion, and microbial growth.
- Food & beverage processing – Ensuring safe water quality in production.
- Mining operations – Treating process water and controlling contaminants.
No matter the application, MultiTorque provides pumps that deliver consistent and reliable dosing for Australian industries.
Benefits of Choosing the Right Metering Pump
The right pump not only improves performance but also extends the lifespan of your water treatment system. Here are some of the key benefits:
- Improved accuracy – Protects water quality and ensures regulatory compliance.
- Lower maintenance – High-quality pumps reduce downtime and servicing costs.
- Energy efficiency – Designed to use minimal power while delivering precise output.
- Longevity – Built to withstand harsh chemicals and demanding industrial conditions.
By partnering with trusted metering pump suppliers like MultiTorque, businesses can be confident in the long-term reliability of their equipment.
Why Choose MultiTorque for Metering Pumps in Australia
With over 15 years of industry expertise, MultiTorque has built a reputation for reliability and technical knowledge in pump supply and servicing. We understand the unique challenges of Australian industries, from mining and energy to municipal water treatment.
Here’s why companies across Australia trust us for metering pumps for water treatment:
- Expertise: Skilled technicians with in-depth knowledge of pumps and dosing systems.
- Brands: Access to leading pump brands known for durability and performance.
- Custom solutions: Tailored systems to meet unique chemical dosing requirements.
- Workshop repairs: Dedicated in-house repairs for quick turnaround.
- Support: Long-term client relationships with full service and parts availability.
Whether you need a new installation, replacement parts, or a full pump overhaul, MultiTorque is your go-to partner.
Internal Resources on Pumps
For more insights into pump technologies and applications, explore our blog articles:
These resources provide additional context on the different pump systems we supply and service.
MultiTorque: Your Partner in Water Treatment Solutions
At MultiTorque, we know that metering pumps for water treatment are more than just equipment—they are the heart of water quality management. That’s why we focus on supplying only the best, backed by our dedicated servicing and support.
If you’re looking for durable, precise, and efficient metering pumps, MultiTorque is here to help. We proudly serve industries across Perth, Brisbane, and beyond, offering pump solutions that keep operations running smoothly.
Contact MultiTorque Today
For expert advice, reliable equipment, and trusted servicing of metering pumps for water treatment, contact MultiTorque today.
📞 Call us on 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit us: www.multitorque.com.au
🔗 Connect with us on LinkedIn: MultiTorque Industries