In Australia’s demanding industrial landscape, pumps play a vital role in keeping operations running smoothly. Whether it’s in mining, oil & gas, wastewater treatment, or food processing, having reliable and efficient pumping systems is non-negotiable. Among the most trusted names in this space is NOV Mono Pumps, a leading brand in progressive cavity pump technology.
At MultiTorque, we have built our reputation by supplying, repairing, and servicing NOV Mono Pumps across Australia, providing businesses with tailored pump solutions that meet their operational needs. With over 15 years of hands-on experience, we understand the challenges Australian industries face and deliver end-to-end pump support to ensure reliability, safety, and performance.
What Are NOV Mono Pumps?
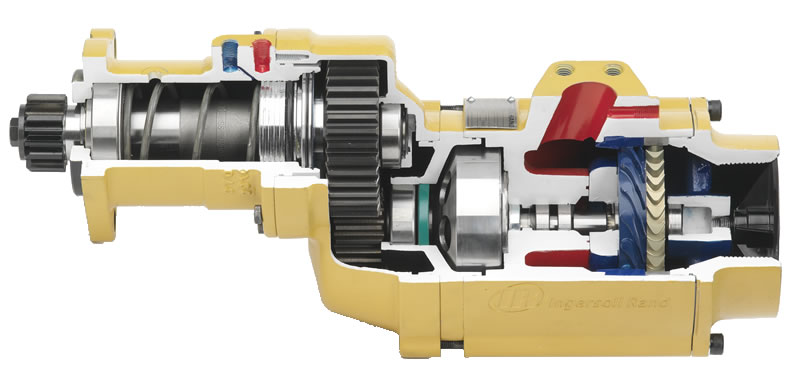
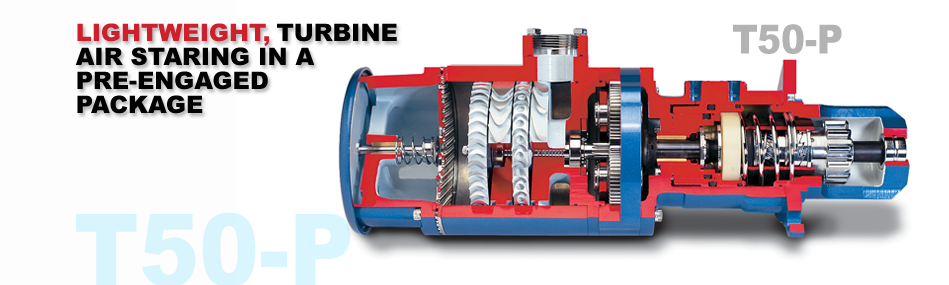
NOV Mono Pumps are a type of progressive cavity pump, also known as PC pumps. They are designed to handle fluids with a wide range of viscosities, from thin and watery to thick and abrasive. The core mechanism is based on a helical rotor inside a stator, which creates cavities that move fluid through the pump with precision and consistency.

Key Features of NOV Mono Pumps:
- Versatility: Capable of pumping everything from sludge and slurry to delicate food products.
- Efficiency: Delivers steady, non-pulsating flow, reducing wear and operational issues.
- Durability: Built to withstand abrasive, corrosive, and high-solids content applications.
- Ease of Maintenance: Models such as the Mono EZstrip® Pump are designed for quick servicing and minimal downtime.
This versatility is why NOV Mono Pumps are widely used across industries such as mining, agriculture, oil & gas, and wastewater treatment.
Applications of NOV Mono Pumps in Australia
Different industries rely on NOV Mono Pumps for their unique capabilities:
1. Mining and Resources
In mining operations, fluids often contain abrasive solids. NOV Mono Pumps excel here by handling slurries, tailings, and dewatering tasks without breaking down under pressure. MultiTorque has supported Australian mines with rugged, reliable Mono pumps that reduce costly downtime.
2. Wastewater and Sewage Treatment
NOV Mono Pumps are widely used in municipal wastewater plants. They efficiently handle sludge, screenings, and thickened materials. Their ability to operate continuously in harsh conditions makes them an industry standard for sewage handling.
3. Oil & Gas
In oilfields, NOV Mono Pumps handle everything from produced water to viscous crude. Their ability to maintain steady flow rates is crucial in upstream and midstream operations.
4. Food and Beverage
From syrups and sauces to fruit pulp, Mono Pumps gently transfer products without damaging their structure, making them indispensable in food processing applications.
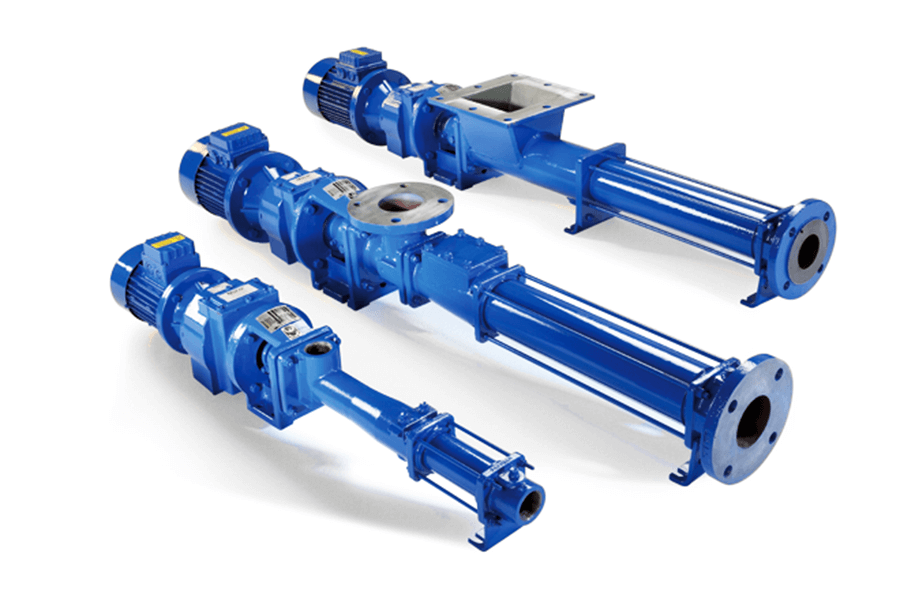
Popular NOV Mono Pump Models
Businesses across Australia rely on a range of NOV Mono Pumps, including:
- EZstrip® Pump – Designed for rapid maintenance without removing pipework.
- Compact C Pump – A cost-effective, space-saving progressive cavity solution.
- Epsilon Pump – Known for durability and heavy-duty performance.
- Widethroat Pump – Ideal for thick, viscous fluids and dewatered sludge.
MultiTorque not only supplies these models but also provides service, parts sourcing, and complete repair solutions to extend their operational life.
Why Choose MultiTorque for NOV Mono Pumps?
At MultiTorque, we don’t just sell pumps — we deliver comprehensive pump solutions. Here’s why Australian industries trust us with their NOV Mono Pump needs:
- Specialist Knowledge: With 15+ years of experience, our technicians understand the ins and outs of NOV Mono technology.
- Workshop Repairs: Unlike some providers, all our repairs are carried out in-house to ensure quality control and reliability.
- Custom Fabrication: We also build custom skids and pumping units, tailored to specific operational requirements.
- National Coverage: With workshops in Perth and Brisbane, we service industries across Australia.
- Commitment to Reliability: Every job we take on is backed by our core values of safety, reliability, and long-term client partnerships.
Supporting the Full Lifecycle of Your Pumps
One of the biggest challenges in pump management is maintaining performance while controlling costs. MultiTorque provides:
- Pump Supply: Direct sourcing of NOV Mono Pumps and spare parts.
- Preventative Maintenance: Scheduled servicing to minimize breakdowns.
- Emergency Repairs: Fast turnaround to reduce downtime.
- Performance Optimization: Engineering support to match the right pump to your system.
By taking a full-lifecycle approach, we help businesses maximize uptime, extend equipment lifespan, and reduce overall costs.
SEO-Rich Anchor Links for Deeper Reading
For industries exploring beyond NOV Mono Pumps, MultiTorque also provides expert insights and solutions across a wide range of pump applications. Learn more by exploring:
- Mining Pumps – Reliable solutions for harsh mining environments.
- Pump Skid Fabrication – Custom-built pump systems to suit your needs.
- Industrial Pumps in Australia – Versatile solutions for all industries.
- Wilden Pneumatic Pumps – Trusted air-operated double diaphragm pumps.
Connect With MultiTorque
MultiTorque is more than just a pump supplier — we are a trusted partner for Australian industries that rely on dependable pump systems like NOV Mono.
📞 Call us today: 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit: www.multitorque.com.au
🔗 LinkedIn: MultiTorque Industries
Final Thoughts
NOV Mono Pumps are among the most robust and versatile progressive cavity pumps in the world. For Australian industries operating in mining, wastewater, oil & gas, and food production, they offer unmatched performance, reliability, and efficiency.
At MultiTorque, we specialise in supplying, servicing, and repairing NOV Mono Pumps, helping businesses across Australia keep their operations running at peak performance. With our expertise, workshops, and customer-first approach, we ensure every pump we handle delivers long-term value.
If your business is looking for a reliable partner in pump solutions, MultiTorque is here to deliver.