When it comes to industrial fluid handling, Sulzer process pumps stand as a benchmark for efficiency, reliability, and cutting-edge engineering. These high-performance pumps are designed to meet the most demanding requirements in industries such as oil and gas, mining, water treatment, and chemical processing.
At MultiTorque, we provide comprehensive support for Sulzer process pumps across Australia, including sales, repairs, servicing, and system integration. With over 15 years of experience and workshops in Perth and Brisbane, MultiTorque ensures your process pump system runs at peak efficiency—no matter the industry.
Why Choose Sulzer Process Pumps?
Sulzer is a global leader in pump technology, with a reputation for manufacturing durable, energy-efficient equipment backed by decades of Swiss engineering. Their process pumps are specifically designed for demanding industrial applications, offering:
✅ Exceptional Hydraulic Efficiency
Sulzer’s pumps are designed to deliver high flow rates with minimal energy usage, helping reduce operating costs and environmental impact.
✅ Long Service Life
These pumps are constructed from corrosion- and wear-resistant materials, which ensures longevity in harsh operating environments such as chemical plants and mines.
✅ Wide Application Range
From slurry handling in mining to acid transfer in chemical plants, Sulzer process pumps are engineered for a broad range of fluid types and flow conditions.
✅ Global Recognition
Sulzer pumps meet international standards such as ISO 5199 and API 610, making them suitable for high-compliance environments.
Common Sulzer Process Pump Models
MultiTorque supports a wide range of Sulzer’s leading pump models, including:
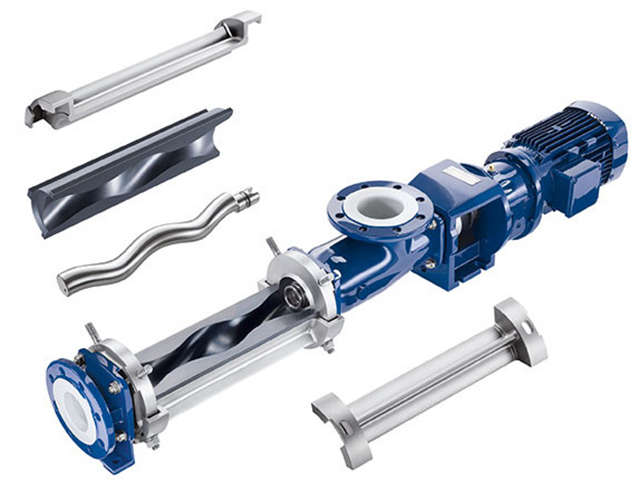
1. AHLSTAR Series
A modular series used in chemical, pulp and paper, and water treatment industries. Known for ease of maintenance and high operating efficiency.
2. CPT Process Pumps
Designed for chemical applications, the CPT series offers outstanding corrosion resistance, making it ideal for acidic or aggressive fluids.
3. SNS Series
Optimised for energy efficiency and low lifecycle cost, this series is ideal for water and wastewater applications.
4. ZE/ZF API 610 Pumps
Built to meet API 610 standards, these pumps are widely used in the oil and gas sector for critical applications.
Sulzer Pumps in the Australian Industry
Sulzer process pumps are trusted by countless Australian industries due to their robust construction and long-term reliability.
🏭 Mining & Resources
In the mining sector, Sulzer pumps are used for slurry transfer, dewatering, and chemical processing, where durability under abrasive and corrosive conditions is essential.
💧 Water & Wastewater
Their energy-efficient design makes them a smart choice for municipal treatment plants, where flow consistency and low maintenance are priorities.
🧪 Chemical & Industrial
With a wide range of seal and material options, Sulzer pumps handle acids, solvents, and reactive chemicals with minimal risk of leakage or failure.
MultiTorque: Your Sulzer Pump Service Partner
At MultiTorque, we provide complete life-cycle support for your Sulzer process pumps. Whether you’re running a single unit or managing a complex pumping network, we offer:
- 🔧 Full diagnostics and repair services
- 🧰 Spare parts sourcing for Sulzer models
- 🛠️ Custom installation and system upgrades
- 📈 Performance monitoring and optimisation
- 🧪 On-site servicing in WA, QLD, and remote locations
Our technicians are familiar with the full Sulzer product range and carry out servicing to OEM standards, ensuring performance, efficiency, and compliance.
Pump Retrofit and Replacement Services
If your current process pump system is underperforming or outdated, MultiTorque can retrofit your existing setup with modern Sulzer models. We offer:
- ✅ Site assessment and engineering consultation
- ✅ Skid-mounted system design
- ✅ Pipework modification and flow tuning
- ✅ Turnkey commissioning
We also fabricate custom pump trailers and mobile units, making us a one-stop shop for tailored pump solutions.
Trust MultiTorque for Sulzer Process Pump Support
From installation and commissioning to full rebuilds and emergency repairs, MultiTorque is your go-to partner for Sulzer process pumps in Australia.
We prioritise safety, quality, and long-term reliability, with the experience to handle mission-critical pump systems across sectors. Our Perth and Brisbane workshops are fully equipped to handle even the most complex jobs.
📞 Contact Us
For Sulzer pump support, call 1300 726 525 or email sales@multitorque.com.
Visit us online at www.multitorque.com.au