Reliable industrial pumping equipment is the backbone of efficient operations across Australia’s mining, industrial, and agricultural sectors. From moving clean water to handling abrasive slurry, the right pumping solution ensures your processes run smoothly, safely, and cost-effectively. Businesses that invest in high-quality pumping systems benefit from improved productivity, reduced downtime, and long-term reliability.
At MultiTorque, we specialise in supplying, servicing, and customising industrial pumping equipment for a variety of applications. With over 15 years of experience, our team understands the unique challenges industries face and provides tailored solutions to meet operational needs.
📞 Call 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit: www.multitorque.com.au
Types of Industrial Pumping Equipment
Choosing the correct pumping equipment is critical. Different applications demand different designs, materials, and technologies. Here’s a look at the most common types of industrial pumps and their applications:
Centrifugal Pumps
Centrifugal pumps are widely used in industries that require high flow rates and efficient fluid transfer. They operate by converting rotational energy from a motor into kinetic energy in the fluid, allowing it to move smoothly through pipelines.
These pumps are ideal for:
- Water distribution systems
- Mining dewatering projects
- Process industries requiring bulk liquid transfer
Centrifugal pumps are valued for their simplicity, versatility, and low maintenance requirements. MultiTorque offers a comprehensive range of centrifugal pump solutions designed to withstand harsh industrial environments.
Progressive Cavity Pumps
For applications involving viscous, abrasive, or shear-sensitive fluids, progressive cavity pumps are the ideal choice. These pumps handle sludges, emulsions, and chemicals efficiently, making them indispensable in mining, wastewater treatment, and chemical processing.
Progressive cavity pumps deliver consistent flow even under high-pressure conditions, reducing downtime and maintaining operational efficiency. MultiTorque supplies high-quality pumps and spare parts to ensure long-term performance in demanding applications.
Slurry Pumps
Mining and heavy industrial operations often require robust slurry pumps capable of handling abrasive mixtures. These pumps are engineered to transport thick slurries containing solids without clogging or excessive wear.
Slurry pumps play a vital role in:
- Ore processing
- Tailings management
- Wastewater handling
MultiTorque’s range of slurry pumps ensures durability, reliability, and minimal maintenance, even in the toughest conditions.
Borehole Pumps
In water management and irrigation systems, borehole pumps are essential for extracting water from underground sources efficiently. They are designed for high-capacity pumping, energy efficiency, and long service life.
Borehole pumps supplied by MultiTorque are customised for:
- Agricultural irrigation
- Mining site dewatering
- Industrial water supply
Advantages of Using Industrial Pumping Equipment
Investing in high-quality industrial pumping equipment offers numerous benefits:
- Improved Efficiency – Well-designed pumps transfer fluids quickly and consistently, optimising production processes.
- Reduced Downtime – Durable pumps require less maintenance, reducing operational interruptions.
- Cost Savings – Energy-efficient systems and long-lasting equipment save money over time.
- Safety and Compliance – Industrial pumps meet strict safety and environmental standards, minimising risks in harsh industrial settings.
- Customisation Options – Skid-mounted and portable pump units can be tailored for specific applications, making them versatile for diverse industries.

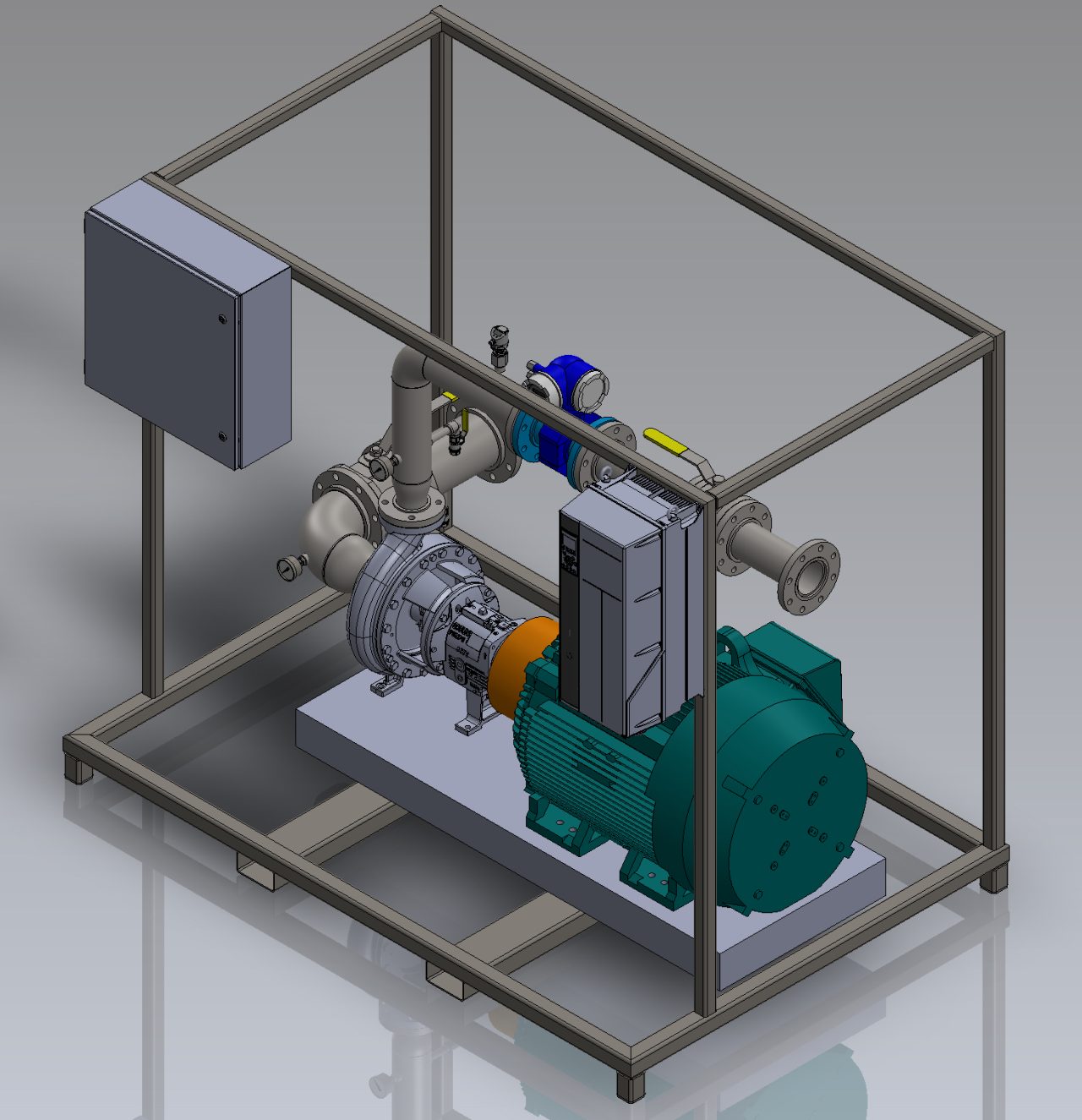
Pump Skid Solutions
For businesses seeking compact, turnkey solutions, pump skid systems are an excellent choice. These systems integrate pumps, motors, control panels, and piping onto a single base frame, simplifying installation and maintenance.
MultiTorque provides a range of customised pump skid solutions, including:
- Centrifugal pump skids – High-flow systems for water and process fluids
- Chemical pump skids – Corrosion-resistant units for chemical transfer
- Vacuum pump skids – Efficient solutions for low-pressure applications
- Booster pump skids – Systems designed to maintain consistent water pressure
Pump skid systems save space, reduce installation costs, and allow for easy relocation, making them ideal for mining sites, industrial plants, and agricultural operations.
Maintenance and Repair
Even the most reliable industrial pumping equipment requires regular maintenance to ensure optimal performance. MultiTorque’s expert technicians provide comprehensive pump repair services, including:
- Routine maintenance checks
- Component replacement
- Full pump overhauls
- Emergency repairs
Our workshop is equipped to handle all types of pumps, ensuring fast turnaround and minimal disruption to operations. Regular maintenance prolongs the life of your equipment and maximises uptime, making it a critical component of operational efficiency.
Why Choose MultiTorque
MultiTorque is a trusted provider of industrial pumping equipment across Australia. Our strengths include:
- Over 15 years of industry experience servicing mining, industrial, and agricultural sectors
- Extensive range of high-quality pumps and pump skid systems
- Expert repair and maintenance services to minimise downtime
- Custom solutions designed to meet unique operational requirements
- Nationwide support and rapid response
Our team works closely with clients to select the right pumps, design customised systems, and provide ongoing support, ensuring businesses get the most value from their investment.
Industries We Serve
We supply industrial pumping equipment to a wide variety of sectors, including:
- Mining and mineral processing
- Agriculture and irrigation
- Chemical and process industries
- Municipal water and wastewater treatment
- Construction and infrastructure projects
Each application requires specialised solutions, and MultiTorque’s experience ensures your equipment is suited to the challenges of your industry.
Contact MultiTorque
If your business is looking for reliable, high-performance industrial pumping equipment, MultiTorque is ready to assist. Our team can help with pump selection, customised skid solutions, maintenance, and repairs to keep your operations running smoothly.
📞 Call 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit: www.multitorque.com.au
Stay connected with MultiTorque on LinkedIn for updates, industry insights, and the latest in pump technology.