The oil and gas industry demands high-performance equipment to operate safely, efficiently, and reliably. Pumps are central to these operations, moving crude oil, natural gas, and refined products across production, processing, and distribution systems. For businesses seeking trusted oil and gas pump manufacturers, selecting a supplier with industry expertise, high-quality products, and reliable service is critical. MultiTorque has over 15 years of experience supplying and servicing pumps for oil and gas applications across Australia.

📞 Call 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit: www.multitorque.com.au
🔗 Connect: MultiTorque LinkedIn
In this article, we’ll explore the role of pumps in the oil and gas sector, the qualities to look for in manufacturers, and why MultiTorque is a leading partner for energy companies.
Understanding Oil and Gas Pumps
Oil and gas pumps are specialized mechanical devices designed to move liquids or gases within the energy sector. They handle a wide range of materials, including crude oil, natural gas liquids, chemicals, and refined petroleum products. These pumps must meet strict industry standards due to the highly corrosive, abrasive, and volatile nature of the fluids they handle.
Pumps are used across several key stages in the oil and gas industry:
- Upstream: Extracting oil and gas from wells, including wellhead pumping and injection systems.
- Midstream: Transporting crude oil and natural gas through pipelines and storage facilities.
- Downstream: Refining, processing, and distributing petroleum products.
Choosing high-quality pumps ensures operational continuity, safety, and regulatory compliance in every stage of the oil and gas supply chain.
Key Types of Pumps in Oil and Gas Applications
Oil and gas operations rely on various pump types, each suited to specific tasks. Common categories include:
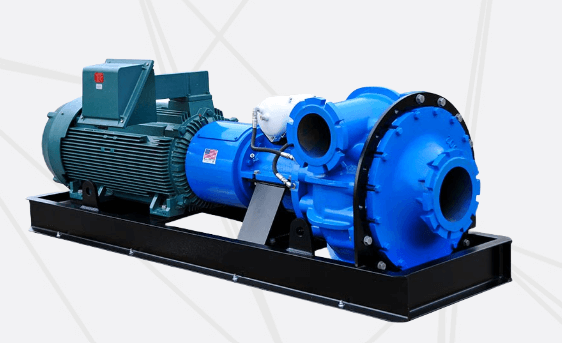
1. Centrifugal Pumps
Centrifugal pumps are widely used in oil and gas applications for high-volume transfer of liquids. They operate efficiently for low to medium-viscosity fluids and are commonly applied in pipeline pumping, chemical injection, and cooling systems.
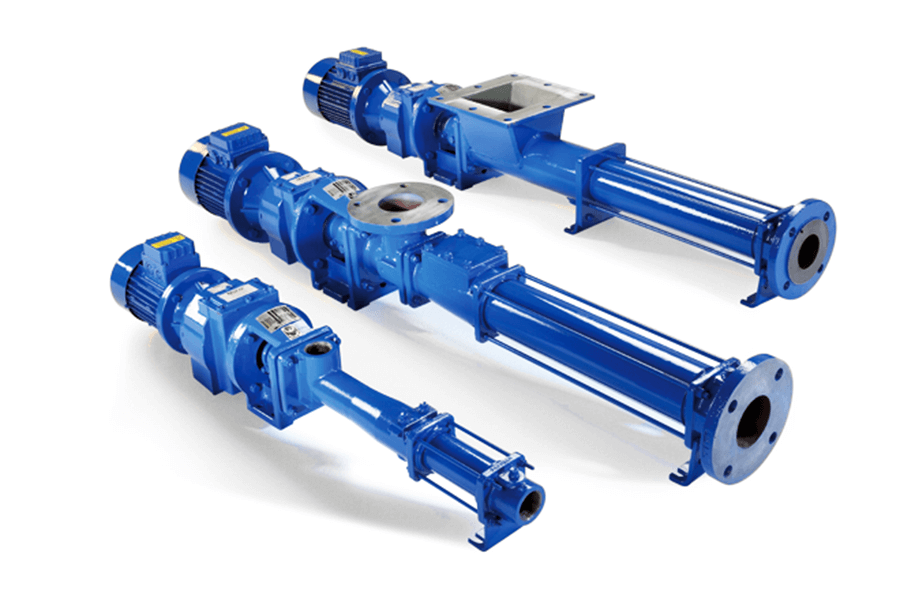
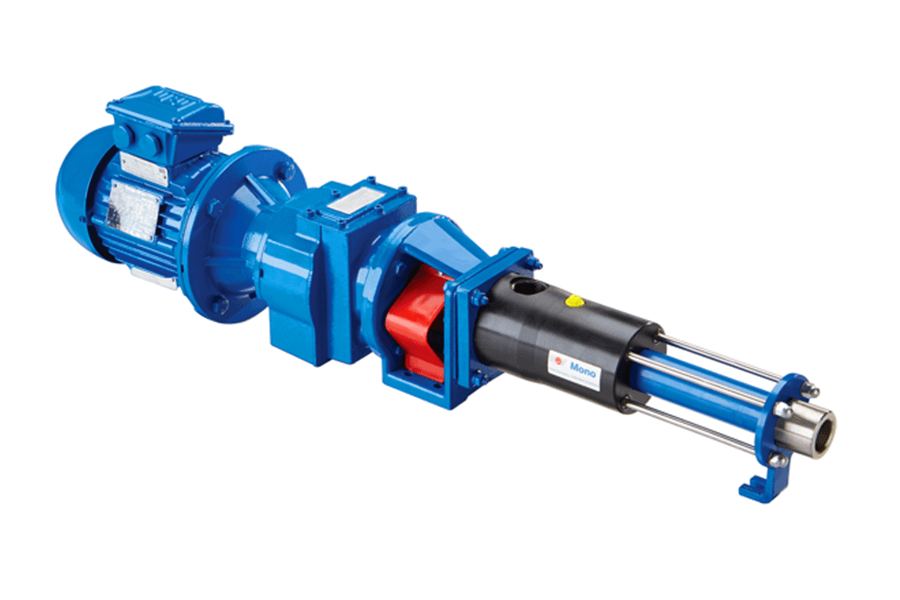
2. Positive Displacement Pumps
Positive displacement pumps, including gear, piston, and diaphragm pumps, provide precise flow rates regardless of pressure changes. They are ideal for chemical injection, metering, and high-pressure transfer applications.
3. Submersible Pumps
Submersible pumps operate underwater, making them suitable for well pumping, tank emptying, and dewatering operations. These pumps are compact, efficient, and resistant to corrosion and debris.
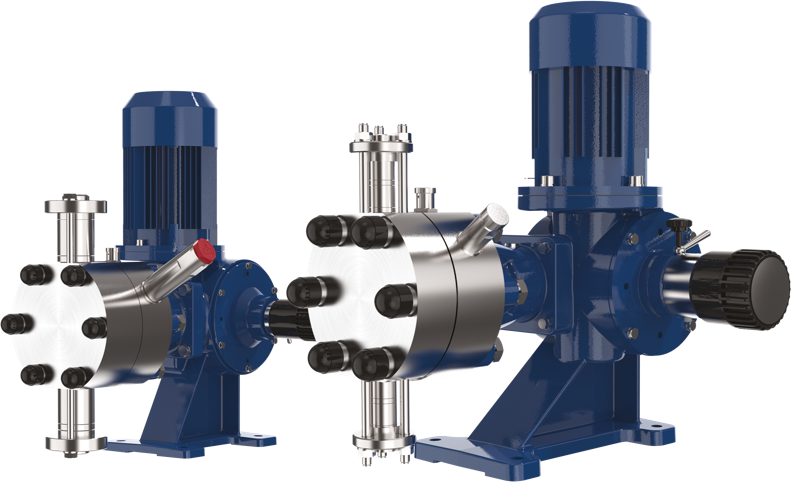
4. Metering and Dosing Pumps
Metering pumps provide accurate chemical injection for processes such as corrosion inhibition, water treatment, and gas conditioning. Precise dosing reduces waste, protects infrastructure, and ensures regulatory compliance.
5. Magnetic Drive Pumps
Magnetic drive pumps eliminate mechanical seals, reducing leakage risks when handling hazardous or corrosive fluids. They are particularly valuable in refinery and chemical transfer applications.
Why Choosing the Right Oil and Gas Pump Manufacturer Matters
Selecting a reliable oil and gas pump manufacturer is critical for operational efficiency, safety, and long-term cost management. Consider the following factors:
- Quality and Durability: Pumps must withstand high pressures, abrasive materials, and corrosive chemicals common in oil and gas operations.
- Compliance: Equipment should meet Australian and international industry standards for safety, environmental protection, and performance.
- Technical Expertise: Manufacturers should provide guidance on selecting the right pump type and configuring systems for specific operational needs.
- After-Sales Support: Reliable servicing, repair options, and spare parts availability minimize downtime and reduce operational risk.
- Custom Solutions: Many oil and gas operations require tailored pumps or skids for unique applications.
A reputable manufacturer ensures pumps perform efficiently, last longer, and reduce the risk of costly downtime or accidents.
MultiTorque: Trusted Oil and Gas Pump Supplier
MultiTorque has been a leading provider of industrial pumps in Australia for over 15 years, supplying and servicing solutions for the oil and gas sector. Here’s why companies across the energy industry rely on MultiTorque:
1. Industry Expertise
Our team understands the unique challenges of oil and gas operations, providing technical guidance to ensure the right pumps are selected for each application.
2. Comprehensive Pump Range
MultiTorque supplies a wide variety of pumps suitable for oil and gas applications, including centrifugal, positive displacement, submersible, metering, and magnetic drive pumps.
3. Workshop Repairs and Servicing
All pump repairs are conducted in-house, ensuring fast turnaround and high-quality workmanship. We also stock genuine parts to maintain pump performance and longevity.
4. Custom Pump Solutions
We design and build custom pump systems and trailers to meet specific operational requirements, ensuring mobility, reliability, and safety.
5. Nationwide Support
With branches in Perth and Brisbane, MultiTorque services oil and gas operations across Australia, providing rapid response and ongoing technical support.
Applications of Pumps in Oil and Gas
Pumps supplied by MultiTorque are used across a variety of oil and gas applications, including:
- Crude Oil Transfer: Moving raw oil from wells to storage tanks or pipelines.
- Chemical Injection: Precise dosing of corrosion inhibitors, biocides, and other chemicals.
- Refining Processes: Transporting intermediate products and finished petroleum liquids.
- Gas Conditioning: Handling liquids in gas dehydration and processing systems.
- Emergency Operations: Rapid dewatering or containment in spill response scenarios.
Reliable pumps help maintain efficiency, reduce environmental risk, and ensure safety throughout all stages of oil and gas operations.
Benefits of Partnering with MultiTorque
Choosing MultiTorque as your oil and gas pump manufacturer provides several advantages:
- Reliability: Pumps built to withstand demanding conditions.
- Precision: Accurate flow control for chemical dosing and fluid transfer.
- Support: Technical expertise, in-house servicing, and access to genuine parts.
- Custom Solutions: Tailored systems for unique operational challenges.
- Experience: Over 15 years of experience supplying and servicing pumps across Australia.
By partnering with MultiTorque, businesses in the oil and gas sector gain a trusted supplier capable of delivering performance, safety, and long-term value.
Conclusion
Pumps are the backbone of oil and gas operations, facilitating the safe and efficient movement of liquids and chemicals. Selecting a reliable oil and gas pump manufacturer is essential for operational continuity, regulatory compliance, and cost efficiency. MultiTorque combines industry expertise, a wide range of high-quality pumps, custom solutions, and in-house servicing to support the energy sector across Australia.
For trusted supply, servicing, and custom solutions for oil and gas pumps, contact MultiTorque today.
📞 Call 1300 726 525
📧 Email: sales@multitorque.com
🌐 Visit: www.multitorque.com.au
🔗 Connect: MultiTorque LinkedIn
Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers Oil and Gas Pump Manufacturers