For heavy-duty trucks like DAF, reliability begins with a robust and high-quality starter motor. A failing starter motor can leave you stranded, cause costly downtime, and disrupt your schedule. That’s why it’s critical to ensure your DAF starter motor is in top working order—and replaced promptly when signs of wear or failure appear.
At MultiTorque, we specialise in starter motor sales, repairs, and replacements for DAF trucks across Australia. Whether you’re hauling freight cross-country or operating in mining or construction, we provide reliable parts and expert service to keep your fleet moving.
What Is a DAF Starter Motor?
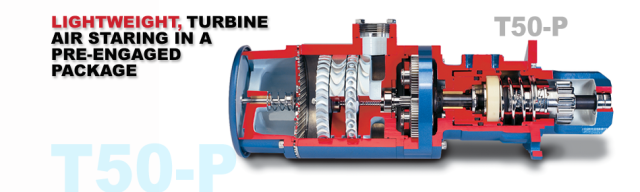
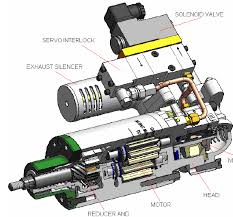
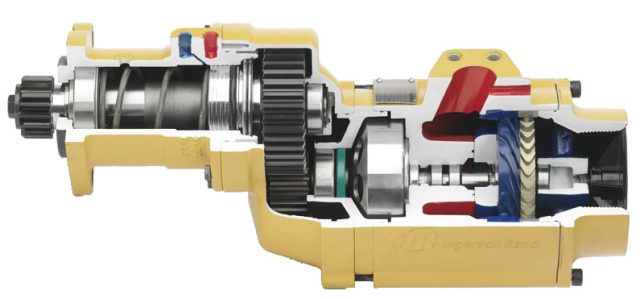
A starter motor is an electric motor that initiates the combustion process in your DAF truck’s diesel engine. It draws power from the battery and spins the engine’s flywheel to create the first combustion cycle. Once the engine runs on its own, the starter disengages.
DAF trucks rely on heavy-duty starter motors due to the size and torque requirements of their engines. These motors need to withstand repeated use, extreme weather, and vibration from long-distance travel.
If your DAF truck struggles to start, makes clicking noises, or fails to turn over, it may be time to inspect or replace the starter motor.
Common Signs of DAF Starter Motor Failure
Your DAF truck will usually give you warnings before the starter completely fails. Key signs include:
-
Slow or failed engine crank: A sluggish or unresponsive engine is a major red flag.
-
Clicking sound on ignition: This could indicate the solenoid is functioning but the motor isn’t.
-
Grinding noise: Worn gear teeth or misalignment between the starter and flywheel.
-
Intermittent starts: Sometimes it starts, sometimes it doesn’t? That’s a looming failure.
-
Electrical smoke or smell: Burnt windings or short circuits in the starter housing.
Ignoring these symptoms can lead to total starter failure—often at the worst possible time.
Why Choose MultiTorque for Your DAF Starter Motor Needs?
At MultiTorque, we offer premium starter motors for all major DAF models, including CF, XF, and LF series. Whether you need a direct OEM replacement or a heavy-duty upgrade, we’ve got you covered.
Here’s why clients across Australia trust us:
-
Stocked parts: We carry a wide range of DAF starter motors ready for immediate dispatch.
-
Expert advice: Not sure what you need? Our technicians match the right starter to your truck’s engine spec.
-
Fast turnaround: We minimise downtime with express shipping and on-site repairs.
-
Mobile service: Stuck on-site or on the road? We come to you.
-
Diagnostics and repairs: We assess whether a repair is possible before recommending a full replacement.
With over 15 years in the industry, we know what works in Australia’s toughest conditions—and we only use parts we trust in our own service vehicles.
Starter Motors for DAF XF, CF, and LF Series
We service a wide range of DAF truck series, including:
-
DAF XF 105 and XF Euro 6: Long-haul trucks that require robust starter motors for dependable starts in all climates.
-
DAF CF series: Ideal for regional and construction operations—our heavy-duty starter motors are built to last under pressure.
-
DAF LF series: For urban and local deliveries, we supply compact, reliable starters to ensure quick daily restarts.
We also service aftermarket and remanufactured options if you’re looking for cost-effective alternatives without sacrificing quality.
Contact MultiTorque Today
A faulty DAF starter motor can bring your business to a halt. Don’t wait until you’re stranded—get fast, professional help from the team who knows trucks inside and out.
📞 Call MultiTorque on 1300 726 525
📧 Email: sales@multitorque.com
🌐 Website: www.multitorque.com.au
We supply, service, and repair starter motors for all DAF truck models—delivering performance, durability, and peace of mind, every time.