Handling chemical fluids safely and efficiently is critical for industrial operations. A chemical pump skid provides a fully integrated solution, combining pumps, motors, piping, and control systems on a single skid for safe, reliable chemical transfer. MultiTorque, a trusted Australian supplier, offers customised and standard chemical pump skid solutions designed to meet the rigorous demands of industrial and agricultural environments.
For expert guidance and reliable chemical pump skids tailored to your operational needs, contact MultiTorque today on 1300 726 525 or email sales@multitorque.com. Explore our full range of pump solutions at www.multitorque.com.au and stay updated with industry insights on LinkedIn.
What Is a Chemical Pump Skid?
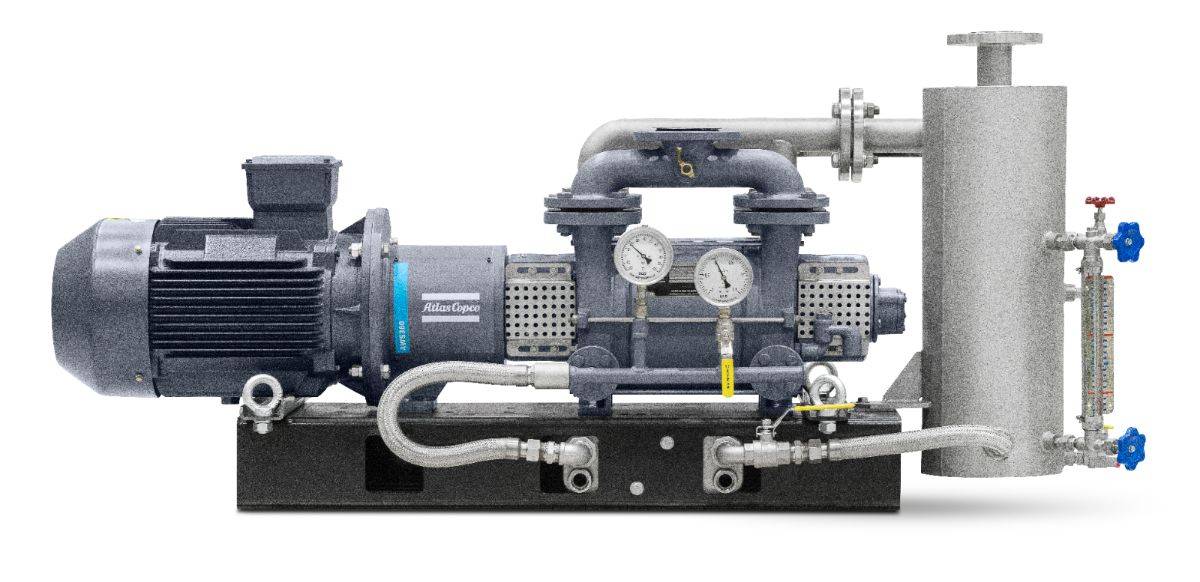
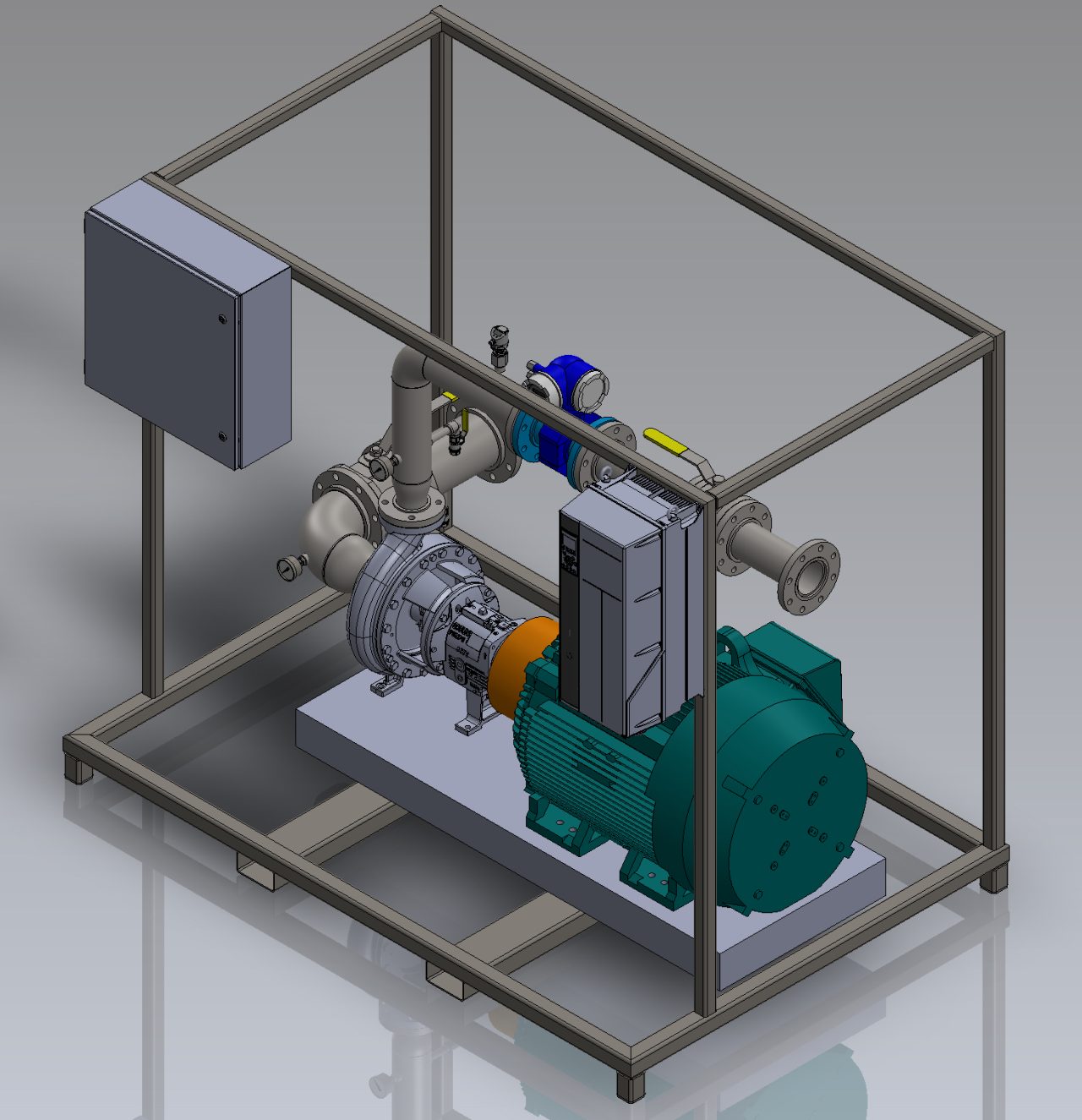
A chemical pump skid is a pre-assembled system that integrates one or more chemical pumps, motors, valves, piping, and control panels on a single skid or frame. These systems are engineered to safely handle hazardous fluids while maintaining operational efficiency.
Key features include:
- Integrated design – Pump, motor, and control system in one compact skid.
- Customisable configuration – Pumps and components selected for specific chemical properties and flow rates.
- Durable construction – Resistant to corrosion, abrasion, and chemical attack.
- Automated controls – Monitors flow, pressure, and safety systems to ensure reliable operation.
By using a chemical pump skid, operators reduce installation complexity, minimise safety risks, and ensure consistent chemical transfer performance.
Applications of a Chemical Pump Skid
A chemical pump skid is highly versatile and widely used in multiple industries:
- Industrial Chemical Processing – Transfer of corrosive or hazardous chemicals in factories and plants.
- Water Treatment and Wastewater Management – Dosing and handling of chemicals for treatment processes.
- Mining and Oil & Gas – Pumping chemicals for mineral processing, drilling, and refining operations.
- Agricultural Operations – Safe transfer of fertilisers, pesticides, or other chemicals for irrigation.
- Specialised Manufacturing – Handling chemical solutions for food, pharmaceutical, or production processes.
Using a chemical pump skid ensures safe, efficient, and uninterrupted chemical transfer, protecting personnel, equipment, and operations.
Benefits of Choosing a Chemical Pump Skid
- Enhanced Safety
- Minimises manual handling of hazardous chemicals.
- Integrated safety features reduce the risk of leaks, spills, or exposure.
- Operational Efficiency
- Pre-assembled skid reduces installation time and integrates pumps and controls for smooth operation.
- Durable and Reliable
- Built with high-quality materials to resist corrosion and chemical attack.
- Customisable
- Skids can be tailored for flow rate, chemical compatibility, and pressure requirements.
- Simplified Maintenance
- Easy access to pumps, valves, and piping for inspection and servicing.
MultiTorque Pump Solutions
MultiTorque supplies a range of high-performance pumps and skids, including chemical pump skids, suitable for industrial and agricultural applications. We also provide complementary solutions to meet specific chemical handling needs:
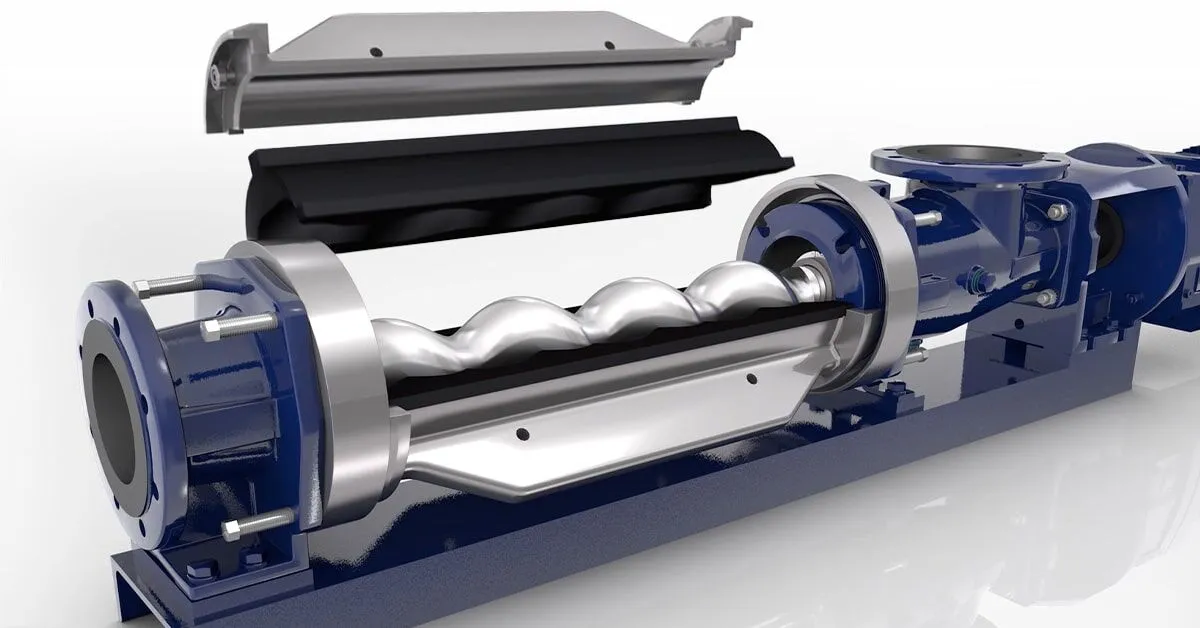
- NETZSCH progressive cavity pumps – Ideal for viscous or abrasive chemical fluids.
- SEEPEX pumps – Modular, efficient pumps for industrial chemical transfer.
- Mono progressive cavity pumps – Widely used in chemical and wastewater applications.
- NOV Mono pumps – Reliable chemical pumping solutions for mining, oil, and gas industries.
Integrating a chemical pump skid with these premium pump solutions ensures a complete, efficient, and safe chemical transfer system.

How to Choose the Right Chemical Pump Skid
Selecting the right chemical pump skid is critical for safety and performance. Consider the following factors:
- Chemical Compatibility – Pumps, seals, and piping must resist the chemicals being transferred.
- Flow Rate and Pressure – Ensure the skid meets operational demands.
- Pump Type – Centrifugal, positive displacement, or diaphragm pumps depending on application.
- Automation and Controls – Control panels with monitoring, alarms, and automated safety systems.
- Maintenance Accessibility – Skid layout should allow easy inspection and servicing of components.
MultiTorque collaborates with clients to design and supply chemical pump skids customised to operational needs, ensuring safe, reliable, and long-lasting performance.
Maintenance Tips for Chemical Pump Skids
Proper maintenance keeps chemical pump skids performing optimally:
- Routine Inspections – Check pumps, valves, seals, and control systems for wear or damage.
- Clean Components – Remove chemical residues to prevent corrosion or contamination.
- Monitor Automation – Ensure control systems, sensors, and alarms are functioning correctly.
- Track Performance – Monitor flow, pressure, and pump operation to detect early issues.
With access to genuine spare parts and expert technical support, MultiTorque makes maintaining chemical pump skids straightforward, reducing downtime and increasing operational efficiency.
Advantages of Partnering with MultiTorque
Choosing MultiTorque for your chemical pump skid provides several benefits:
- Expertise – Over 15 years supplying and servicing pumps and skids across Australia.
- Custom Solutions – Skids designed to meet the unique needs of each client.
- Nationwide Support – From Perth to Brisbane, MultiTorque provides timely assistance.
- Access to Premium Brands – Ensures reliable, long-lasting performance.
Stay connected with MultiTorque on LinkedIn for industry updates, product insights, and expert advice on chemical pumping systems.
Conclusion
A chemical pump skid is an essential solution for safe, efficient, and reliable chemical transfer in industrial, agricultural, and municipal operations. By integrating pumps, motors, piping, and control systems into a single, durable skid, businesses can ensure consistent performance, reduce installation complexity, and enhance workplace safety.
Paired with MultiTorque’s high-performance pump range, chemical pump skids provide a complete solution for challenging chemical handling tasks. Choosing the right skid and maintaining it properly ensures long-term operational success.
Call to Action
For expert guidance and reliable chemical pump skids tailored to your operational needs, contact MultiTorque today on 1300 726 525 or email sales@multitorque.com. Explore our full range of pump solutions at www.multitorque.com.au and stay updated with industry insights on LinkedIn.