In today’s industrial landscape, reliable pump systems are essential for maintaining smooth operations across multiple sectors. MultiTorque is Australia’s trusted provider of premium pump solutions, specialising in everything from Wilo pumps and Lowara pumps to industrial submersible water pumps, food-grade transfer systems, and starter motors for machinery. With over 15 years of experience, we provide expert advice, supply, and in-house servicing to ensure your pumps operate efficiently and safely.
For premium pump solutions and expert service across Australia, contact MultiTorque today at 1300 726 525 or email sales@multitorque.com. Explore our full range of industrial and food-grade pump solutions at MultiTorque Industries and connect with us on LinkedIn.
Leading Pump Suppliers in Australia
When it comes to sourcing pumps in Australia, reliability, performance, and efficiency are critical. MultiTorque stands out among pumps companies in Australia for its extensive experience and commitment to high-quality service. We supply globally recognised brands, including:
- Wilo pumps: Known for energy efficiency, durability, and versatile applications across industrial, municipal, and commercial sectors.
- Lowara pumps: Part of the Xylem group, Lowara offers innovative designs and reliable performance, ideal for water supply, wastewater, and industrial processes.
MultiTorque combines these premium products with expert installation and maintenance services to provide turnkey solutions for Australian industries.
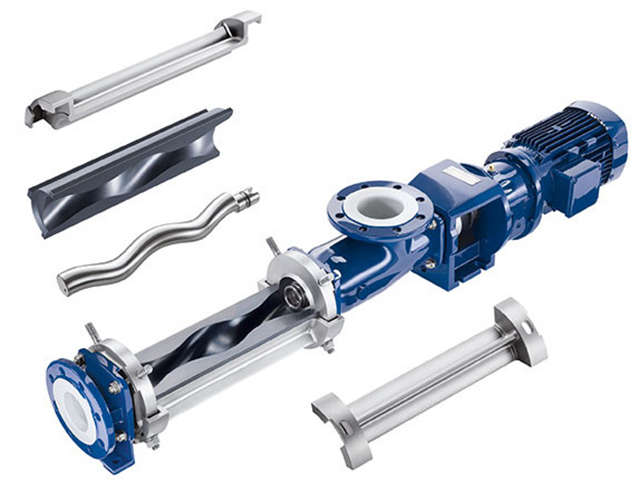
Industrial Submersible and Machinery Pump Solutions
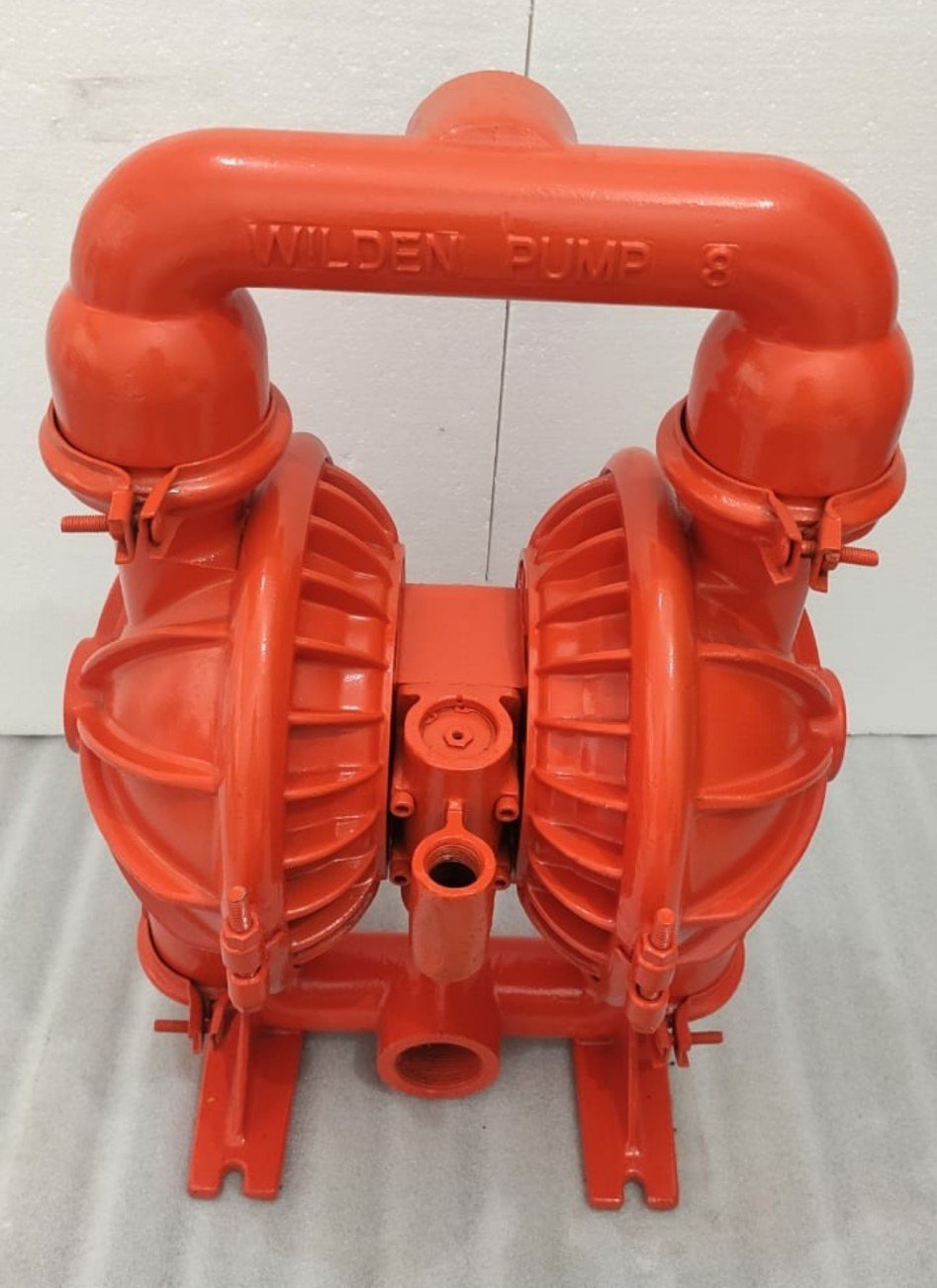
Many industrial operations require robust pumping systems that can handle demanding environments. MultiTorque offers a variety of industrial submersible water pumps designed to move large volumes of water efficiently. These pumps are ideal for construction sites, dewatering applications, and municipal projects.
For heavy machinery and industrial plants, our machinery pump solutions provide dependable performance, minimising downtime and maximising operational efficiency. Our in-house team ensures each system is installed correctly, maintained regularly, and repaired promptly if needed.
Reliable Pumps for Industry
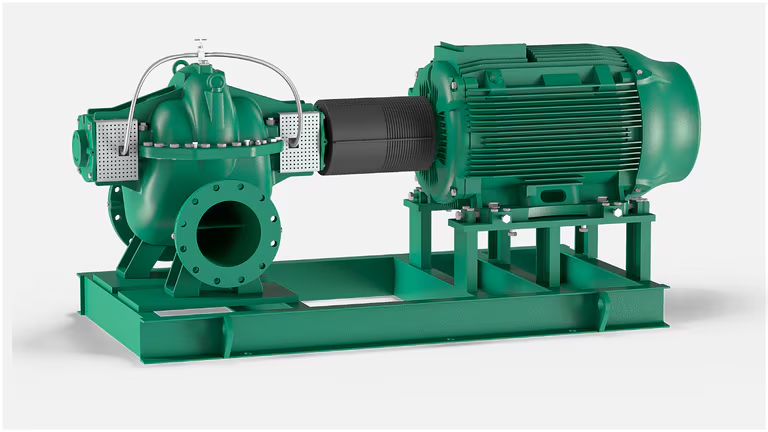
Reliability is a cornerstone of industrial success. MultiTorque’s commitment to reliable industry pumps ensures that your operations run smoothly without unexpected interruptions. We support businesses across mining, manufacturing, construction, and commercial sectors by providing pumps engineered for demanding conditions and long-term use.
From centrifugal pumps to high-pressure systems, our range of industrial solutions is tailored to meet the exact needs of your operation.
Food and Beverage Pump Solutions
Industrial pumping isn’t limited to water or machinery. The food and beverage industry has strict hygiene and efficiency standards, and MultiTorque provides pumps to meet these requirements. Our food transfer pump solutions ensure safe, efficient handling of liquids, while our milk and dairy pump solutions maintain product integrity from farm to processing plant.
We also supply a wide range of food and beverage pumps for handling everything from water and syrups to viscous liquids, all designed to comply with industry hygiene standards. For large-scale processing, our food industry pumps provide high efficiency and reliability, helping businesses meet production targets without compromise.
Starter Motors for Industrial Equipment
Beyond pumping systems, MultiTorque also specialises in industrial starter motors. Our Cat forklift starter products are designed to deliver consistent performance for heavy machinery, reducing downtime and increasing operational reliability. We also provide servicing, repair, and spare parts to keep all equipment running at peak efficiency.
Why Choose MultiTorque
MultiTorque is more than just a supplier — we are a trusted partner for Australian industries. Here’s why businesses choose us:
- Expertise and experience: Over 15 years of providing premium pump solutions across multiple industries.
- Wide range of products: From Wilo pumps and Lowara pumps to industrial submersible water pumps, we offer solutions for any application.
- Custom solutions: MultiTorque specialises in tailored systems for unique industrial requirements, ensuring maximum efficiency.
- In-house servicing: Our Perth and Brisbane workshops handle repairs, maintenance, and spare parts supply to minimise downtime.
- Long-term reliability: We focus on building lasting relationships with clients, providing support and advice every step of the way.
MultiTorque’s Commitment to Australian Industries
At MultiTorque, we understand the unique challenges faced by Australian industries. Remote locations, harsh conditions, and high operational demands require pumps that are reliable, efficient, and durable. By providing reliable industry pumps, machinery pump solutions, and food-grade systems, we ensure that businesses can operate smoothly and safely.
Whether you’re in mining, construction, manufacturing, or food production, our team will help you select the right pump solution and provide ongoing support.
Invest in Quality Pumps Today
Choosing the right pump system is critical for operational efficiency, safety, and productivity. MultiTorque offers high-quality pumps, expert installation, and comprehensive servicing to ensure your operations run at their best. From industrial submersible water pumps to food industry pumps and Cat forklift starters, we provide solutions that keep your business moving.
✅ Call to Action
For premium pump solutions and expert service across Australia, contact MultiTorque today at 1300 726 525 or email sales@multitorque.com. Explore our full range of industrial and food-grade pump solutions at MultiTorque Industries and connect with us on LinkedIn.