
Sulzer MBN: Powerful Multistage Pumps by MultiTorque 2025
In industries where reliability, efficiency, and high-pressure performance are critical, the Sulzer MBN pump has established itself as one of the most trusted solutions. Designed for demanding applications such as boiler feed, mine dewatering, and high-pressure water supply, the Sulzer MBN is known for its robustness and adaptability in heavy-duty environments.
For Australian businesses, the Sulzer MBN offers the ideal balance of performance and durability. However, to ensure maximum efficiency and long-term reliability, these pumps need to be properly serviced, maintained, and supported. That’s where MultiTorque comes in. With more than 15 years of experience in pump servicing, repair, and supply, MultiTorque has the expertise to keep your Sulzer MBN pumps operating at peak performance.
📞 Call us today on 1300 726 525 or email sales@multitorque.com to discuss your Sulzer pump servicing needs.
👉 Visit us at www.multitorque.com.au
In this article, we’ll explore the features, applications, and benefits of the Sulzer MBN, and explain how MultiTorque can support Australian industries with expert pump services.
What is the Sulzer MBN Pump?
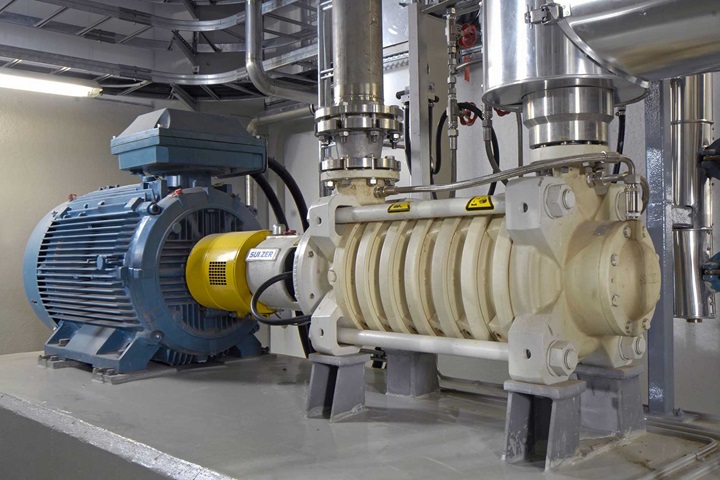
The Sulzer MBN is a horizontal multistage centrifugal pump engineered for high-pressure applications. It is widely used in industries where reliability and continuous operation are vital. With its modular design, the MBN can be configured to handle different flow rates and pressures, making it highly versatile across sectors.
Key features of the Sulzer MBN include:
- Horizontal, ring-section design – ensures compactness and easy maintenance.
- Multistage configuration – delivers high-pressure output for demanding applications.
- Wear-resistant materials – extends service life even in challenging environments.
- Customisable hydraulics – optimised to suit specific industrial needs.
The Sulzer MBN is part of Sulzer’s proven range of process and boiler feed pumps, delivering consistent performance where other pumps may struggle.
Applications of the Sulzer MBN
The Sulzer MBN pump is designed for critical industrial applications where failure is not an option. Common uses include:
1. Boiler Feed
The Sulzer MBN is widely used for boiler feed applications in power plants and industrial facilities. Its ability to deliver high pressures ensures efficient water circulation and stable operation under varying load conditions.
2. Mine Dewatering
Mining operations often face the challenge of removing large volumes of water from deep pits and shafts. The Sulzer MBN, with its high-pressure capability and rugged build, is well-suited to mine dewatering applications in Australia’s resource sector.
3. High-Pressure Water Supply
From municipal water networks to industrial process plants, the MBN ensures reliable and consistent high-pressure water supply.
4. Industrial Processes
The Sulzer MBN is also used in refineries, chemical plants, and steel production, where high-pressure pumping is required for process stability and efficiency.
Benefits of the Sulzer MBN Pump
Choosing the Sulzer MBN for your operation provides several key advantages:
High Efficiency
Sulzer’s engineering expertise ensures the MBN pump delivers excellent hydraulic performance, reducing energy consumption and lowering operational costs.
Robust Design
The pump’s modular, ring-section construction makes it durable and easy to service. Built with wear-resistant materials, it withstands the toughest conditions.
Flexibility
The modular design means the Sulzer MBN can be adapted for a wide range of applications. Whether for high-pressure boiler feed or mining operations, it can be tailored to specific needs.
Long Service Life
With proper servicing and maintenance, the MBN offers outstanding reliability and extended operational life, reducing downtime and replacement costs.
Why Servicing Your Sulzer MBN is Essential
Even though the Sulzer MBN pump is built for durability, regular servicing is vital to maintain peak performance. Without proper maintenance, pumps can lose efficiency, consume more energy, and eventually fail—leading to costly downtime.
Benefits of professional servicing include:
- Preventative maintenance – detecting and addressing wear before it causes failure.
- Efficiency restoration – replacing worn parts keeps the pump performing like new.
- Extended lifespan – regular servicing maximises the return on investment.
- Safety compliance – ensuring pumps operate safely within Australian regulations.
MultiTorque: Supporting Sulzer MBN Pumps in Australia
At MultiTorque, we specialise in the servicing, repair, and supply of high-performance pumps, including the Sulzer MBN. Our workshops in Perth and Brisbane are fully equipped to handle even the most complex pump repairs, ensuring quality and safety at every step.
Here’s how MultiTorque supports Sulzer MBN pumps:
1. Workshop-Based Repairs
We carry out all repairs in-house, maintaining strict quality control. Our team disassembles, inspects, and rebuilds MBN pumps to restore full operational reliability.
2. Preventative Maintenance Programs
Our servicing schedules are designed to prevent unexpected failures. By working with MultiTorque, you ensure your Sulzer MBN remains reliable for the long term.
3. Parts Supply
We source and supply genuine and compatible parts for Sulzer pumps, ensuring your equipment runs at optimal performance levels.
4. Custom Solutions
For clients with unique operational challenges, MultiTorque designs and builds custom trailers and pump skids. This provides mobile and tailored solutions for industries requiring flexibility.
5. Cross-Brand Expertise
In addition to the Sulzer MBN, we service pumps from brands such as KSB, NOV, Wilden, Orbit, Napco, and Ajax. Our expertise covers progressive cavity pumps, centrifugal pumps, and positive displacement pumps.
Why Partner with MultiTorque?
When it comes to supporting Sulzer MBN pumps in Australia, MultiTorque offers unmatched advantages:
- 15+ years of experience in pump repair and servicing.
- Dedicated workshops in Perth and Brisbane for nationwide coverage.
- Safety-first approach, ensuring compliance with Australian standards.
- Strong client relationships, built on trust, reliability, and performance.
- Comprehensive expertise, covering both supply and servicing.
About MultiTorque
MultiTorque is an Australian-owned company specialising in pump supply, service, and repair. For more than 15 years, we have been supporting industries nationwide with solutions that emphasise safety, reliability, and efficiency.
Our core services include:
- Progressive cavity and centrifugal pump servicing.
- Custom pump trailer and skid builds.
- Air and gas motor starter supply and repair.
- Parts supply for fire suppression systems.
With branches in Perth and Brisbane, MultiTorque provides nationwide support for industries that depend on pumps for mission-critical operations.
Conclusion
The Sulzer MBN is a high-performance, heavy-duty multistage pump designed for critical applications such as boiler feed, mine dewatering, and high-pressure water supply. Built with robust engineering and adaptable design, it delivers unmatched reliability and efficiency in challenging environments.
To get the most out of your Sulzer MBN pumps, you need a partner who understands both the technology and the demands of the Australian industrial landscape. That partner is MultiTorque.
📞 Call us today on 1300 726 525 or email sales@multitorque.com to discuss your Sulzer pump servicing needs.
👉 Visit us at www.multitorque.com.au