
Lobe Pumps: Powerful Reliable, and Built for Viscous Fluids 2025
When your operation requires gentle, hygienic, and efficient fluid transfer, lobe pumps are the solution of choice. Designed to handle viscous or shear-sensitive fluids without compromising flow rate or cleanliness, these pumps are a staple in the food, beverage, pharmaceutical, and cosmetic industries. But their uses go far beyond the dairy aisle—lobe pumps are built tough enough for chemicals, oils, and slurries too.
At MultiTorque, we supply, service, and support high-performance lobe pumps across Australia, helping businesses transfer thick, high-value fluids with precision and reliability.
What Is a Lobe Pump?
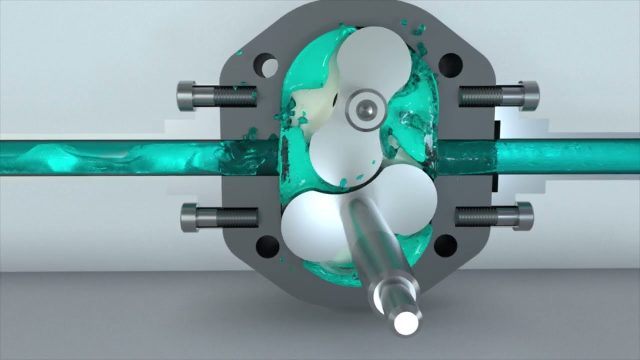
A lobe pump is a type of positive displacement pump that uses two or more lobed rotors rotating in opposite directions within a casing. As the lobes rotate, fluid is trapped in the cavities between the lobes and the casing, then moved around the outside of the rotors and discharged under pressure.
Because the lobes do not make contact with each other, the fluid is transferred with minimal shear and no internal metal-to-metal contact—making lobe pumps perfect for delicate or viscous materials.
Key Features and Advantages
Lobe pumps offer a range of benefits for industries requiring precision and product integrity:
-
Gentle Pumping Action: Minimises damage to shear-sensitive fluids like creams, gels, or dairy products.
-
Sanitary Design: Ideal for food, beverage, and pharmaceutical processes; many models are CIP (Clean-in-Place) and SIP (Steam-in-Place) compatible.
-
Handles Solids & Particulates: Can pass soft solids such as fruit chunks or meat pieces without crushing.
-
High Viscosity Tolerance: Perfect for thick fluids like honey, molasses, or industrial sludge.
-
Reversible Operation: Can run in both directions—great for tank loading/unloading.
-
Low Pulsation Flow: Offers smooth, consistent flow for metering and dosing applications.
Common Applications of Lobe Pumps
Thanks to their hygienic and versatile design, lobe pumps are used across numerous industries:
-
Food & Beverage: Yogurt, sauces, jams, beer, milk, chocolate, and edible oils.
-
Pharmaceuticals & Cosmetics: Lotions, gels, syrups, creams, and ointments.
-
Chemical Processing: Corrosive chemicals, solvents, or resins.
-
Agriculture: Molasses, animal feed supplements, and nutrient solutions.
-
Waste Management: Viscous sludges and chemical waste streams.
Technical Specifications
When selecting a lobe pump, here are a few key factors to consider:
-
Flow Rate: Depending on size and model, can range from 10 to 1,000+ litres per minute.
-
Pressure Capacity: Generally up to 20 bar (290 psi), depending on pump size and fluid.
-
Viscosity Range: Handles fluids up to 1,000,000 cP with the right configuration.
-
Materials: Wetted parts are typically stainless steel for hygiene and corrosion resistance. Elastomers (seals and gaskets) vary based on chemical compatibility.
-
Seal Options: Mechanical seals, lip seals, and double-seal designs available.
-
Drive Configurations: Electric motors, gearboxes, or variable-speed drives.
Maintenance and Operational Tips
-
Keep seals lubricated and inspect regularly for wear or leaks.
-
Ensure correct alignment of pump shafts and lobes for optimal performance.
-
Flush the pump between different fluids to prevent cross-contamination.
-
Use CIP-compatible models if sanitation is a key requirement.
-
Monitor motor speed—running too fast can reduce lifespan or cause cavitation.
Why Choose MultiTorque for Lobe Pumps?
MultiTorque has over 15 years of experience supplying and servicing lobe pumps across Australia. Whether you’re in food processing, chemical manufacturing, or wastewater treatment, we’ll match you with the right pump and keep it running with expert support and spare parts on hand.
We stock trusted brands and offer custom mobile pump units, on-site servicing, and expert consultation to ensure your operation stays smooth, clean, and compliant.
Need a hygienic and powerful lobe pump for your process? Contact MultiTorque today on 1300 726 525 or email us at sales@multitorque.com.
🔗 Visit us at: https://www.multitorque.com.au
🔗 Connect with us on LinkedIn: https://www.linkedin.com/company/multitorque-industries