When it comes to sourcing reliable, high-quality mining equipment, mining companies across Australia trust MultiTorque as their go-to mining equipment suppliers. With over 15 years of experience serving the industrial and mining sectors, MultiTorque provides an extensive range of parts, equipment, and custom solutions designed to meet the tough demands of mining operations.
MultiTorque: Your Trusted Mining Equipment Supplier
Mining equipment must be tough, dependable, and suited for the unique challenges of the Australian mining environment. MultiTorque offers a comprehensive supply and repair service, helping mining businesses maintain and improve their operational efficiency.
Our product and service range includes:
-
Mining pumps: Supplying and servicing borehole and dewatering pumps built for heavy-duty mining applications.
-
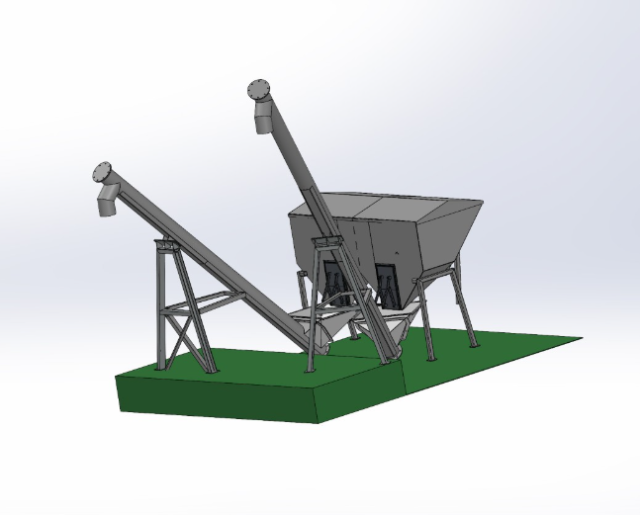
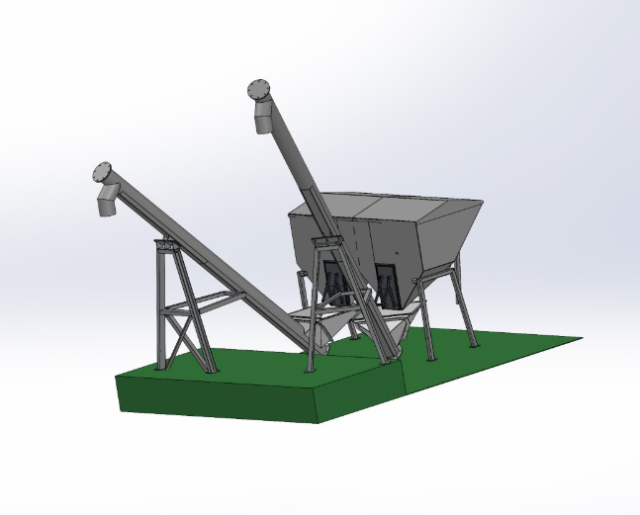
Augers: Durable auger systems designed and supplied to suit a variety of mining and earthmoving needs.
-
Trailer systems: Custom trailer manufacturing and supply for hauling equipment and materials onsite.
-
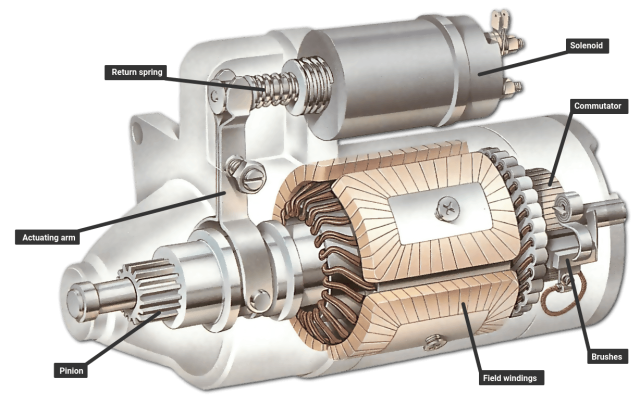
Starter motors: Repair, supply, and servicing of air and gas starter motors for mining machinery and industrial equipment.
-
Custom jobs: Tailored manufacturing and fabrication services for bespoke mining equipment parts and systems.
Starter Motor Repair and Supply
A reliable starter motor is critical to keeping mining machinery running smoothly. MultiTorque specialises in the repair and supply of air and gas motor starters tailored for the mining industry. Our expert technicians ensure fast turnaround times and quality repairs that extend the life of your equipment, reducing costly downtime.
Mining Pumps and Augers Built to Last
Water management is essential in mining, and the right pumps can make all the difference. MultiTorque supplies high-performance mining pumps designed for durability and efficiency, helping to manage boreholes, dewatering, and water transfer needs on-site.
Additionally, our auger systems are built to exact specifications for optimal earthmoving and drilling operations, engineered to withstand harsh mining environments.
📞 Call us on 1300 726 525
📧 Email: sales@multitorque.com
Custom Trailer Systems
Mining often requires specialized transportation solutions. MultiTorque designs and manufactures custom trailer systems capable of transporting heavy equipment and materials efficiently across mining sites. Our trailers are engineered for strength and reliability, tailored to the specific requirements of your operation.
Why Choose MultiTorque as Your Mining Equipment Supplier?
Choosing the right mining equipment supplier can impact your project’s success. Here’s why MultiTorque stands out:
-
Industry expertise: We understand the demands and standards of the mining industry.
-
Comprehensive product range: From pumps and augers to starter motors and trailers, we supply what mining operations need.
-
Custom manufacturing: Need a solution tailored specifically to your site? We offer bespoke fabrication and manufacturing services.
-
Quality and compliance: All parts and services comply with Australian industry standards, ensuring safety and reliability.
-
Local support: Our facility in Brisbane and our locations in NSW enable quick service and close collaboration.
Commitment to Service and Support
At MultiTorque, we don’t just supply parts—we provide ongoing support to ensure your equipment keeps running. Our repair and maintenance services, especially for starter motors and pumps, are designed to minimise downtime and extend equipment lifespan.
Contact MultiTorque for Mining Equipment Supply and Services
Looking for dependable mining equipment suppliers who understand your industry’s needs? Partner with MultiTorque for reliable supply, repair, and custom manufacturing solutions tailored to the mining sector.
📞 Call us on 1300 726 525
📧 Email: sales@multitorque.com