When it comes to reliable and efficient vacuum generation, the rotary lobe vacuum pump stands out as a clean, oil-free solution trusted across multiple industries. Known for its dry-running capability, high throughput, and minimal maintenance needs, this pump is ideal for everything from pharmaceuticals to food processing, packaging, and chemical applications.
At MultiTorque, we supply and support rotary lobe vacuum pumps built for performance, precision, and long service life—backed by expert support across Australia.
What Is a Rotary Lobe Vacuum Pump?
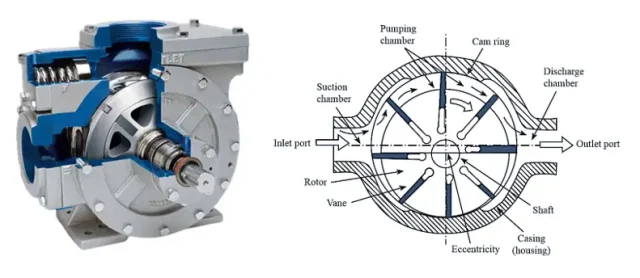
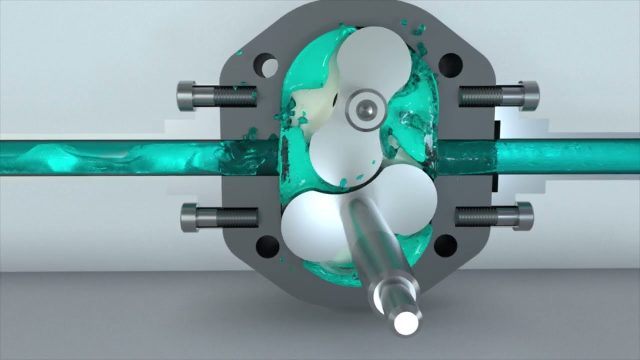
A rotary lobe vacuum pump is a type of dry vacuum pump that operates using two synchronized rotors (lobes) rotating in opposite directions. As the lobes rotate, they trap air or gas and move it from the inlet to the outlet, creating a vacuum without any internal contact or lubrication in the compression chamber.
Key Features:
-
Oil-free, non-contact operation
-
Capable of handling large volumes at low ultimate pressures
-
Highly durable for continuous operation
-
Tolerant of moisture, vapour, and light dust
These features make them ideal for clean, contaminant-free environments.
Where Rotary Lobe Vacuum Pumps Are Used
Because they run dry and offer consistent vacuum levels, rotary lobe vacuum pumps are commonly used in:
-
🏭 Pharmaceutical manufacturing – Vacuum drying, distillation, and tablet coating
-
🧃 Food and beverage – Vacuum packaging, freeze drying, and aroma recovery
-
🧪 Chemical processing – Solvent recovery, degassing, and inert gas pumping
-
📦 Packaging lines – Thermoforming, tray sealing, and chamber vacuum machines
-
🧼 Cosmetics and personal care – Emulsion production and product transfer
-
🛢️ Oil and gas – Vapor recovery and environmental applications
These pumps are particularly valuable where contamination-free vacuum is essential.
Benefits of a Rotary Lobe Vacuum Pump
The unique design of a rotary lobe vacuum pump offers several operational advantages over oil-lubricated or water-ring vacuum systems:
✅ Dry-Running Efficiency
No oil or water in the compression chamber means no risk of product contamination and less need for consumables or disposal.
✅ Low Maintenance
With no internal wear and no need for lubricants inside the pump chamber, maintenance intervals are longer, and service is easier.
✅ High Throughput
These pumps move large volumes of air or gas quickly, making them ideal for high-capacity production lines.
✅ Tolerant to Condensable Vapours
Some models include purge systems or are combined with condensers to handle vapour-heavy applications without damage.
✅ Energy Efficient
Modern rotary lobe designs feature variable-speed drives and improved sealing for better energy consumption profiles compared to older systems.
Why Choose MultiTorque for Rotary Lobe Vacuum Pumps?
At MultiTorque, we supply and support a wide range of vacuum pumps, including rotary lobe vacuum pump models for food-grade, pharmaceutical, and industrial clients. We understand that downtime is money, which is why we offer:
-
Expert guidance on sizing and system design
-
Access to leading vacuum pump brands and models
-
Custom skids or integrated systems
-
Repairs, servicing, and spare parts Australia-wide
-
Full installation and commissioning services
We don’t just sell pumps—we build complete solutions tailored to your site, process, and production goals.
Rotary Lobe Pump vs. Other Vacuum Technologies
Wondering whether a rotary lobe vacuum pump is the best fit for your application? Here’s a quick comparison:
| Pump Type | Oil-Free | High Throughput | Vapour Handling | Maintenance |
|---|---|---|---|---|
| Rotary Lobe Vacuum | ✅ | ✅ | ✅ | Low |
| Liquid Ring | ❌ | ✅ | ✅ | Medium |
| Scroll | ✅ | ❌ | ❌ | Medium |
| Rotary Vane (Oiled) | ❌ | ✅ | ❌ | High |
For high-volume, oil-free operation, rotary lobe is often the superior long-term choice.
Let’s Talk Vacuum Systems That Perform
If you’re considering a rotary lobe vacuum pump for your plant or process, reach out to the team at MultiTorque. We’ll help you select the right pump, build the right system, and keep it running at peak performance.
📞 Call 1300 726 525
🌐 www.multitorque.com.au
🔗 Follow MultiTorque on LinkedIn
📧 sales@multitorque.com