In industrial applications, reliable fluid handling is critical. Dayton diaphragm pumps are widely recognized for their durability, versatility, and efficiency in transferring a wide range of fluids. From chemical processing to wastewater management, these air-operated diaphragm pumps (AODD) are trusted across industries for their ability to handle abrasive, viscous, and corrosive liquids.

- 📞 Call 1300 726 525
- 📧 Email: sales@multitorque.com
- 🌐 Visit: www.multitorque.com.au
- 🔗 Connect on LinkedIn
At MultiTorque, we supply, service, and repair Dayton diaphragm pumps across Australia, offering genuine parts, rebuild kits, and expert maintenance to keep your equipment performing at its peak. With over 15 years of experience, MultiTorque is a trusted partner for businesses seeking reliable pump solutions.
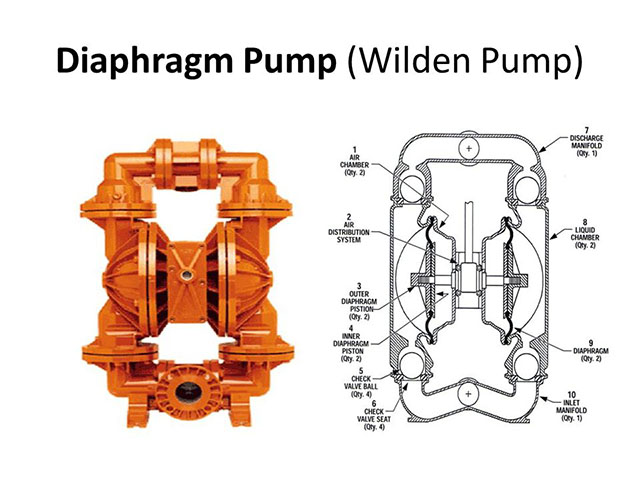
What Is a Dayton Diaphragm Pump?
A Dayton diaphragm pump is an air-operated pump that uses diaphragms to move liquids efficiently. These pumps operate without electricity, making them ideal for hazardous environments and fluid types that require leak-free operation.
Key characteristics of Dayton diaphragm pumps include:
- Versatility – Capable of handling chemicals, slurries, and viscous fluids.
- Durability – Built to withstand tough industrial conditions.
- Ease of Maintenance – Modular design allows for quick access to diaphragms, valves, and seals.
- Energy Efficiency – Operates using compressed air only when pumping, reducing energy consumption.
Dayton diaphragm pumps are available in various materials, including aluminum, stainless steel, and polypropylene, allowing for compatibility with different fluid types and operational environments.
Benefits of Using Dayton Diaphragm Pumps
Investing in a Dayton diaphragm pump provides numerous advantages for industrial operations:
1. Wide Range of Applications
Dayton diaphragm pumps are suitable for mining, chemical processing, wastewater treatment, and food and beverage industries. Their adaptability makes them a versatile choice for businesses handling multiple fluid types.
2. Reliable Performance
These pumps deliver consistent flow and pressure even in demanding conditions. Their robust design ensures minimal downtime and long service life.
3. Simple Maintenance
The modular construction allows for quick replacement of diaphragms, valve seats, O-rings, and seals, reducing maintenance time and costs.
4. Cost-Effective Operation
Air-operated diaphragm pumps require minimal energy and maintenance, making them a cost-efficient solution for fluid transfer.
5. Safety and Leak Prevention
Dayton diaphragm pumps provide leak-free operation, making them safe for handling hazardous or corrosive chemicals.
Common Applications of Dayton Diaphragm Pumps
Dayton diaphragm pumps are used across various industries, including:
- Mining & Minerals – Transfer of slurries, mud, and abrasive fluids.
- Chemical Processing – Handling acids, bases, and corrosive solutions.
- Food & Beverage – Safe transfer of syrups, oils, and other consumable liquids.
- Wastewater & Environmental – Pumping sludge, dewatering, and chemical dosing.
- Manufacturing – Circulation and transfer of industrial fluids.
Their adaptability and durability make Dayton diaphragm pumps a go-to choice for businesses requiring dependable fluid handling solutions.
Maintenance and Rebuilds for Dayton Diaphragm Pumps
Routine maintenance is essential to keep your Dayton diaphragm pump operating efficiently. Common maintenance practices include:
- Diaphragm Replacement – High-wear components require periodic replacement to maintain performance.
- Valve & Seat Inspection – Ensures fluid flows correctly and prevents leaks.
- Seal & O-Ring Checks – Maintains airtight operation and reduces downtime.
- Air Valve Maintenance – Keeps the pump running smoothly and prevents stalling.
At MultiTorque, we provide genuine Dayton diaphragm pump parts, rebuild kits, and in-house servicing at our Perth and Brisbane workshops. Our team also offers guidance on preventative maintenance schedules to maximise pump lifespan.
Why Choose MultiTorque for Dayton Diaphragm Pumps?
MultiTorque is Australia’s trusted supplier and service provider for industrial pumps. We offer:
- Genuine Parts and Rebuild Kits – Ensures compatibility and long-lasting performance.
- Experienced Technicians – Skilled in servicing, rebuilding, and maintaining Dayton pumps.
- Custom Solutions – Tailored support for specific operational requirements.
- Nationwide Service – Supporting clients across Perth, Brisbane, and all of Australia.
- Long-Term Reliability – Building ongoing partnerships to ensure equipment performs optimally.
Learn more about our services at MultiTorque’s homepage.
Signs Your Dayton Diaphragm Pump Needs Servicing
Monitoring your pump regularly can prevent costly downtime. Signs that maintenance or a rebuild may be needed include:
- Reduced flow or pressure.
- Unusual noises such as rattling or hissing.
- Leaks around diaphragms, valves, or seals.
- Pump stalling or inconsistent operation.
- Visible wear on high-wear components.
Early detection allows maintenance teams to act promptly, avoiding extended downtime and costly repairs.
Rebuild Kits for Dayton Diaphragm Pumps
A practical way to extend the life of your Dayton diaphragm pump is using rebuild kits. These kits typically include:
- Diaphragms
- Valve balls and seats
- O-rings and seals
- Gaskets
- Air valve components
By replacing worn parts in one go, rebuild kits restore pump efficiency and reliability. MultiTorque can supply rebuild kits for all Dayton pump models, ensuring your equipment stays operational with minimal downtime.
MultiTorque: Your Partner in Pump Reliability
With over 15 years of experience, MultiTorque is committed to providing:
- Expert guidance in selecting the right Dayton diaphragm pump for your needs.
- Genuine parts and rebuild kits to extend the life of your equipment.
- In-house servicing for inspections, maintenance, and rebuilds.
- Support for preventative maintenance programs.
Whether you work in mining, chemical processing, wastewater management, or manufacturing, MultiTorque ensures your Dayton diaphragm pumps continue delivering reliable performance.
Contact MultiTorque Today
Keep your Dayton diaphragm pump operating at peak efficiency with MultiTorque’s expert support:
- 📞 Call 1300 726 525
- 📧 Email: sales@multitorque.com
- 🌐 Visit: www.multitorque.com.au
- 🔗 Connect on LinkedIn